O que éComando Numérico ?
O Comando Numérico (CN) é um
equipamento eletrônico capaz de
receber informações por algum
meio de entrada, transformar estas
informações em uma seqüência
mecânica desejada.
4.
Maior flexibilidade;
Repetibilidade;
Menor desgastefísico do operador;
Aumento da qualidade do serviço;
Facilidade na confecção de perfis simples e complexos;
Maior controle sobre desgaste das ferramentas;
Redução do refugo;
Menor movimentação da peça;
Interpolações lineares e circulares;
Usinagem de roscas paralelas e cônicas.
Principais vantagens do comando numérico
5.
Quando surgiu ?
Fatoresligados à pesquisa durante a
Segunda Guerra Mundial levaram a uma
necessidade de adaptação aos
conceitos de fabricação.
O primeiro teste do CN aplicado
em máquinas operatrizes foi em
1949, no laboratório de tecnologia
de Massachustets (MIT).
6.
Linguagens de programação?
A fim de facilitar o processo de desenvolvimento
de programas, foram desenvolvidas linguagens
de programação que facilitam ao usuário ordenar
aos computadores o que fazer.
Criaram-se linguagens como:
ISO (linguagem dos “G's”)
MAZATROL
HEIDENHAIN
7.
Tipos de máquinas,modelos e
comandos
• Romi, Ergomat, Mazak, Index, Mori Seiki, Nardini, Traub, etc
– são exemplos de fabricantes de máquinas;
• Galaxy 10, TND 180, Centur 30 RV, Logic 195, Cosmos 10,
Centur 30 D, etc – são exemplos de modelos de máquinas;
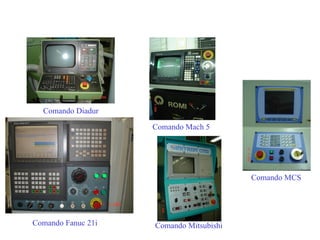
• Fanuc, Siemens, Mach, Fagor, MCS, Heidenhain, Mazatrol,
Mitsubishi, etc – são exemplos de comandos.
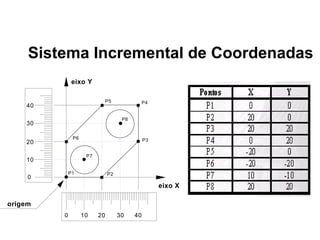
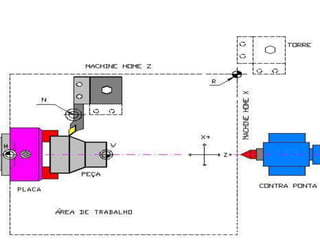
SISTEMA DE COORDENADAS
Todasas máquinas-ferramenta CNC são
comandadas por um sistema de coordenadas
cartesianas na elaboração de qualquer perfil
geométrico.
Para que a máquina possa trabalhar com as
posições especificadas, estas têm que ser
declaradas em um sistema de referência, que
corresponde aos sentidos dos movimentos
dos eixos (X, Y, Z).
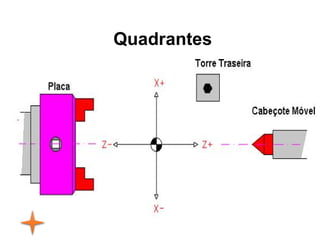
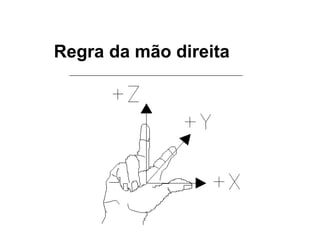
17.
Regra da MãoDireita
Para um sistema tridimensional, são utilizados
três eixos perpendiculares (90) entre si, que
podem ser designados através dos dedos da mão
direita.
Polegar : indica o sentido positivo do eixo
imaginário, representado pela letra “X”.
Indicador : aponta o sentido positivo do eixo “Y”.
Médio : nos mostra o sentido positivo do eixo “Z”.
Ponto de troca
Oponto de troca é uma coordenada qualquer definida
no programa cujo objetivo é:
•Servir de ponto de partida para posicionamentos
rápidos.
•Servir como ponto de parada para troca de
ferramentas.
•Local seguro para giro de torre elétrica ou virar peças
na placa.
28.
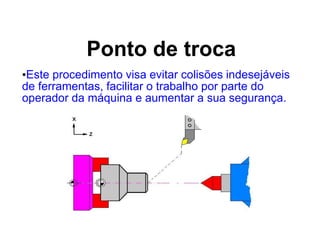
Ponto de troca
•Esteprocedimento visa evitar colisões indesejáveis
de ferramentas, facilitar o trabalho por parte do
operador da máquina e aumentar a sua segurança.
31.
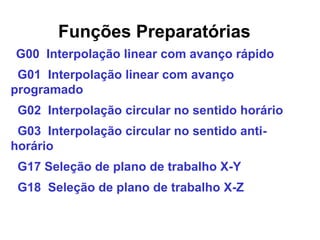
Funções Preparatórias
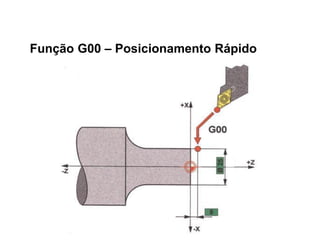
G00 Interpolaçãolinear com avanço rápido
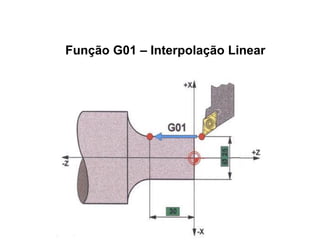
G01 Interpolação linear com avanço
programado
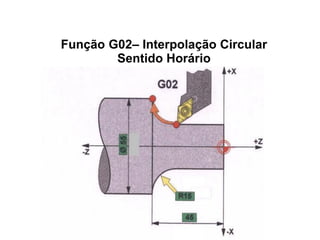
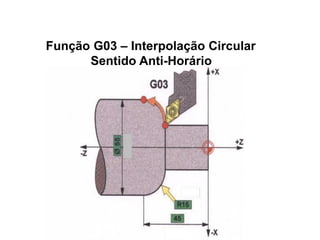
G02 Interpolação circular no sentido horário
G03 Interpolação circular no sentido anti-
horário
G17 Seleção de plano de trabalho X-Y
G18 Seleção de plano de trabalho X-Z
32.
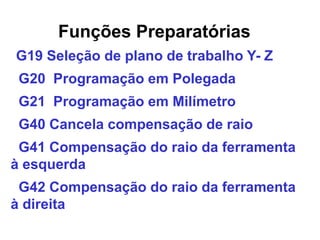
Funções Preparatórias
G19 Seleçãode plano de trabalho Y- Z
G20 Programação em Polegada
G21 Programação em Milímetro
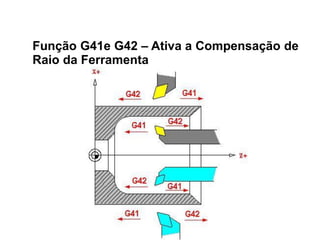
G40 Cancela compensação de raio
G41 Compensação do raio da ferramenta
à esquerda
G42 Compensação do raio da ferramenta
à direita
33.
G53 Ativa Zeromáquina
G54 a G59 Ativa os Deslocamentos de Ponto Zero
peça.
G90 Programação em Coordenadas Absolutas
G91 Programação em Coordenadas Incrementais
G92 Limite de RPM
G94 Programação em Avanço por minuto
G95 Programação em Avanço por rotação
G96 Programação em Velocidade de Corte
Constante
G97 Programação em RPM direta
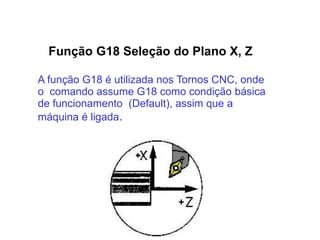
Função G18 Seleçãodo Plano X, Z
A função G18 é utilizada nos Tornos CNC, onde
o comando assume G18 como condição básica
de funcionamento (Default), assim que a
máquina é ligada.
40.
Função G20 eG21
G20 – Referência de unidade de medida
(polegada)
G21 – Referência de unidade de medida
(métrico)
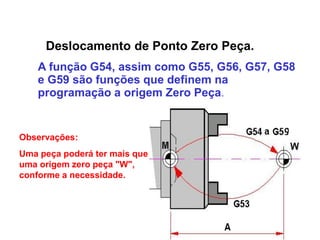
Deslocamento de PontoZero Peça.
A função G54, assim como G55, G56, G57, G58
e G59 são funções que definem na
programação a origem Zero Peça.
Observações:
Uma peça poderá ter mais que
uma origem zero peça "W",
conforme a necessidade.
46.
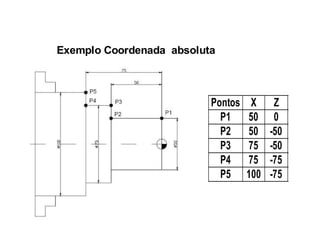
G90 - CoordenadasAbsolutas
A função G90 é Modal e prepara a máquina
para executar operações em coordenadas
absolutas.
Observação:
As máquinas ao serem ligadas já assumem
G90 como condição básica de funcionamento.
47.
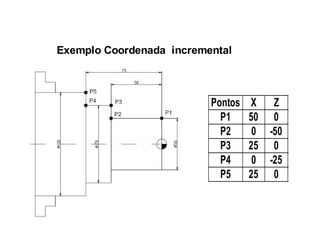
G91 - CoordenadasIncrementais
A função G91 é Modal e prepara a máquina
para executar todas as operações em
coordenadas incrementais.
48.
G92 - DefiniçãoLimite de RPM
Exemplo:
N40 G92 S3000 M3 ;
Estamos permitindo que o eixo-árvore gire
até 3000 rpm no máximo.
49.
G94 - Programaçãoem Avanço por Minuto
A função G94 é Modal e prepara o comando
para computar todos os avanços programados
em pol/min quando utilizado juntamente com a
função G20 ou mm/min quando utilizado
juntamente com a função G21.
50.
G95 - Programaçãoem Avanço por Rotação
A função G95 é Modal prepara o comando para
computar todos os avanços programados em
pol/rot quando utilizado juntamente com a
função G20 ou mm/rot quando utilizado
juntamente com a função G21.
51.
G96 - Programaçãoem Velocidade de
Corte Constante.
A função G96 é Modal e seleciona o modo
de programação em velocidade de corte
constante, cujo objetivo é promover a
variação calculada da rpm através da função
auxiliar "S".
Nota:
A máxima rpm alcançada pela velocidade de corte
constante pode ser limitada programando-se a função
G92.
52.
Exemplo:
N40 G96 S200; (Prog. em velocidade de
corte constante / valor de Vc)
N50 G92 S3000 M4 ; (Limite máximo da
rpm e sentido de giro).
53.
G97 - Programaçãoem RPM Direta
A função G97 é Modal e seleciona o modo
de programação em rpm direta, cujo valor
é dado pela função auxiliar "S", desta
forma não haverá variação de rotação.
Exemplo:
N65 G97 S2500 M4; (Prog. em rpm direta / Valor
da rpm e sentido de giro)
54.
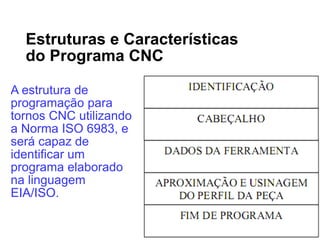
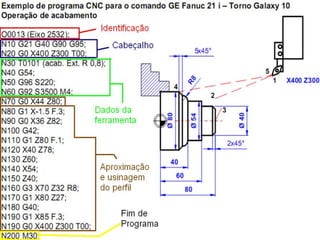
Estruturas e Características
doPrograma CNC
A estrutura de
programação para
tornos CNC utilizando
a Norma ISO 6983, e
será capaz de
identificar um
programa elaborado
na linguagem
EIA/ISO.
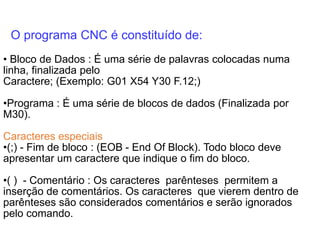
57.
O programa CNCé constituído de:
• Bloco de Dados : É uma série de palavras colocadas numa
linha, finalizada pelo
Caractere; (Exemplo: G01 X54 Y30 F.12;)
•Programa : É uma série de blocos de dados (Finalizada por
M30).
Caracteres especiais
•(;) - Fim de bloco : (EOB - End Of Block). Todo bloco deve
apresentar um caractere que indique o fim do bloco.
•( ) - Comentário : Os caracteres parênteses permitem a
inserção de comentários. Os caracteres que vierem dentro de
parênteses são considerados comentários e serão ignorados
pelo comando.
58.
Funções de posicionamento
•Ocomando trabalha em milímetros para palavras de
posicionamento com ponto decimal.
•Função X – Aplicação: Posição no eixo transversal (absoluta)
X20 ; ou X-5 ;
•Função Z – Aplicação: Posição no eixo longitudinal (absoluta)
Z20 ; ou Z-20 ;
•Função U – Aplicação: Posição no eixo transversal
(incremental)
U5 ; ou U-5 ; (Usado em programação feita em coordenadas
absolutas)
• Função W – Aplicação: Posição no eixo longitudinal
(incremental)
W5 ; ou W-5 ; (Usado em programação feita em coordenadas
absolutas)
59.
Funções especiais
• FunçãoO (usada no comando GE Fanuc 21i)
Todo programa ou sub-programa na memória do comando é
identificado através da letra “O” composto por até 4 digitos,
podendo variar de 0001 até 9999. Para facilitar a identificação
do programa, recomenda-se inserir um comentário,
observando-se o uso dos parênteses. Ex.: O5750 (Flange do
eixo traseiro);
60.
Funções especiais
•Função N
Defineo número da seqüência. Cada seqüência de informação
pode ser identificada por um número de um a quatro dígitos,
que virá após a função N. Esta função é utilizada em
desvios especificados em ciclos, e em procura de blocos.
Exemplo:
N50 G01 X10 ;
N60 G01 Z10 ;
Não é necessário programar o número de seqüência em todos
os blocos de dados.A sequência aparecerá automaticamente
após a inserção de cada bloco de dados, a não ser que seja
feita uma edição fora da seqüência do programa ou após sua
edição completada.
61.
Funções especiais
Função F
Geralmentenos tornos CNC utiliza-se o avanço em
mm/rotação, mas este também pode ser utilizado em mm/min.
O avanço é um dado importante de corte e é obtido levando-se
em conta o material, a ferramenta e a operação a ser
executada. Ex : F0.3 ; ou F.3 ; .
62.
Funções especiais
Função F
Geralmentenos tornos CNC utiliza-se o avanço em
mm/rotação, mas este também pode ser utilizado em mm/min.
O avanço é um dado importante de corte e é obtido levando-se
em conta o material, a ferramenta e a operação a ser
executada. Ex : F0.3 ; ou F.3 ; .
Função T
A função T é usada para selecionar as ferramentas informando
à máquina o seu zeramento (PRE-SET), raio do inserto,
sentido de corte e corretores. Programa-se o código T
acompanhado de no máximo quatro dígitos.
63.
Funções especiais
Função F
Geralmentenos tornos CNC utiliza-se o avanço em
mm/rotação, mas este também pode ser utilizado em mm/min.
O avanço é um dado importante de corte e é obtido levando-se
em conta o material, a ferramenta e a operação a ser
executada. Ex : F0.3 ; ou F.3 ; .
Função T
A função T é usada para selecionar as ferramentas informando
à máquina o seu zeramento (PRE-SET), raio do inserto,
sentido de corte e corretores. Programa-se o código T
acompanhado de no máximo quatro dígitos.
64.
Os dois primeirosdígitos definem a localização da
ferramenta na torre e seu zeramento (PRE-SET), e os
dois últimos dígitos definem o número do corretor de ajustes
de medidas e correções de desgaste do inserto.
Exemplo: T0202 ;
Podem-se programar até 12 ferramentas e 32
corretores. O giro de torre e o movimento dos carros não
podem estar no mesmo bloco que a função T, ela deve ser
programada em uma linha de maneira isolada.
Importante:
O raio do inserto (R) e a geometria da ferramenta (T) devem
ser inseridos somente na página de geometria de
ferramentas.
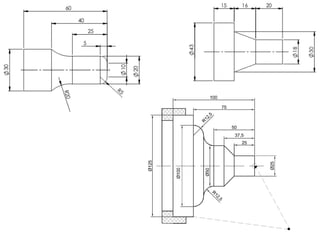
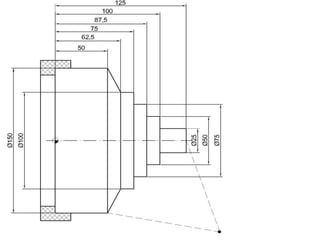
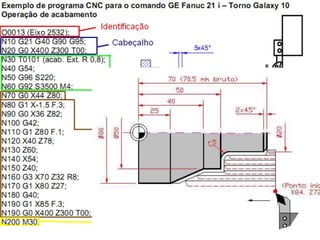
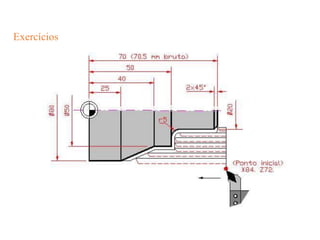
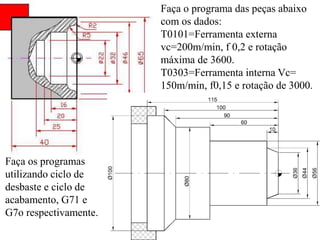
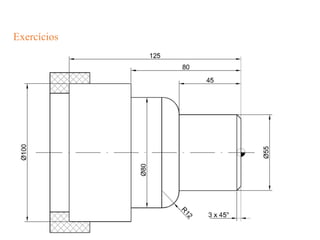
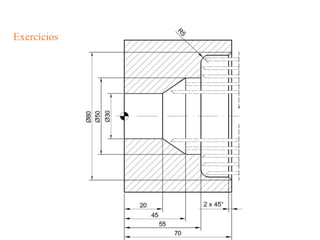
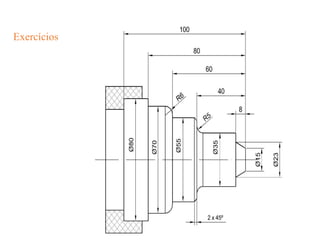
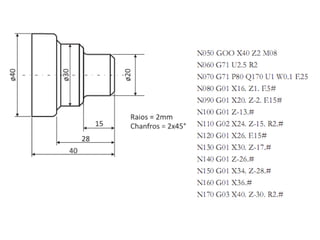
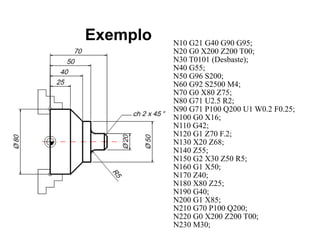
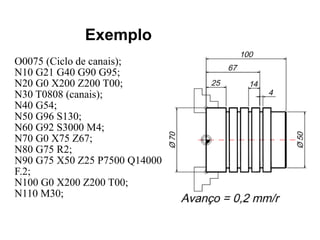
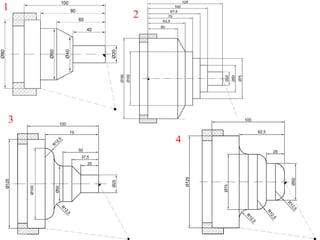
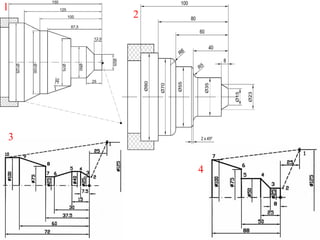
Faça o programadas peças abaixo
com os dados:
T0101=Ferramenta externa
vc=200m/min, f 0,2 e rotação
máxima de 3600.
T0303=Ferramenta interna Vc=
150m/min, f0,15 e rotação de 3000.
Faça os programas
utilizando ciclo de
desbaste e ciclo de
acabamento, G71 e
G7o respectivamente.
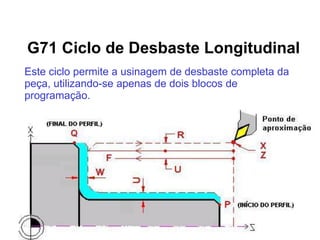
G70 Ciclo deAcabamento
G71 Ciclo de Desbaste Longitudinal
G72 Ciclo de desbaste transversal
G74 Ciclo de Torneamento
G74 Ciclo de Furação
G75 Ciclo de Canais
G76 Ciclo de roscamento automático
G83 Ciclo de Furação Axial
Ciclos Automáticos de Usinagem
Comando Fanuc 21iT
74.
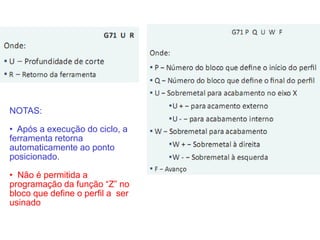
G71 Ciclo deDesbaste Longitudinal
Este ciclo permite a usinagem de desbaste completa da
peça, utilizando-se apenas de dois blocos de
programação.
75.
NOTAS:
• Após aexecução do ciclo, a
ferramenta retorna
automaticamente ao ponto
posicionado.
• Não é permitida a
programação da função “Z” no
bloco que define o perfil a ser
usinado
77.
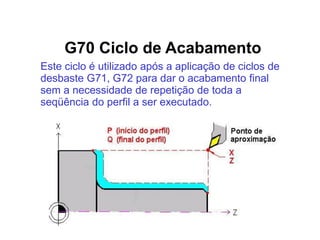
G70 Ciclo deAcabamento
Este ciclo é utilizado após a aplicação de ciclos de
desbaste G71, G72 para dar o acabamento final
sem a necessidade de repetição de toda a
seqüência do perfil a ser executado.
78.
Função G70
Aplicação: Ciclode acabamento.
Este ciclo é utilizado após a aplicação dos ciclos de
desbaste G71, G72 e G73 para dar o acabamento final da
peça sem que o programador necessite repetir toda a
sequência do perfil a ser executado.
A função G70 requer:
G70 P_ _ _ Q_ _ _ ; onde:
P = número do bloco que define o início do perfil
Q = número do bloco que define o final do perfil
79.
As funções F,S e T especificadas nos blocos G71, G72
e, mas as especificadas entre o bloco de início do perfil (P)
e final do perfil (Q) são válidas durante
a utilização do código G70.
NOTAS:
• Após a execução do ciclo, a ferramenta retorna
automaticamente ao ponto
posicionado.
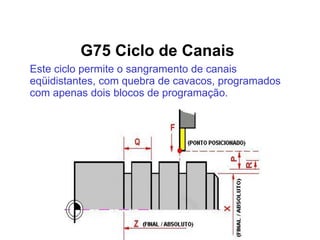
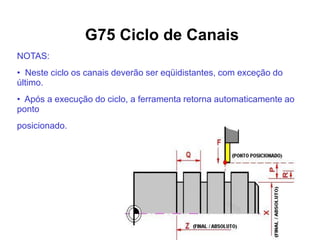
G75 Ciclo deCanais
Este ciclo permite o sangramento de canais
eqüidistantes, com quebra de cavacos, programados
com apenas dois blocos de programação.
82.
G75 Ciclo deCanais
Aplicação: Ciclo de canais.
A função G75 como ciclo de canais requer:
G75 R_ _ _ ;
G75 X_ _ _ Z_ _ _ P_ _ _ Q_ _ _ F_ _ _ ; onde:
R = retorno incremental para quebra de cavaco (raio)
X = diâmetro final do canal
Z = posição final (absoluto)
P = incremento de corte (raio / milésimo de milímetro)
Q = distância entre os canais (incremental / milésimo de milímetro)
F = avanço de trabalho
83.
G75 Ciclo deCanais
NOTAS:
• Neste ciclo os canais deverão ser eqüidistantes, com exceção do
último.
• Após a execução do ciclo, a ferramenta retorna automaticamente ao
ponto
posicionado.
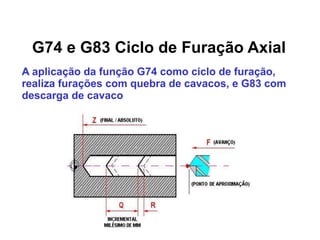
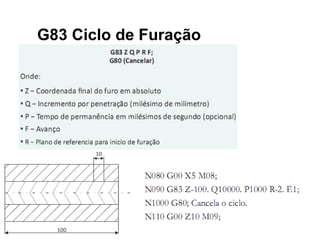
G83 - Ciclode Furação Axial
A função G83, realiza furações com descarga de
cavacos.
88.
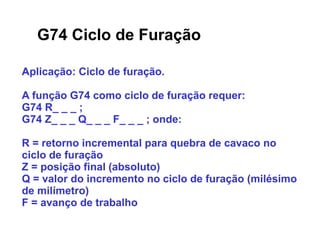
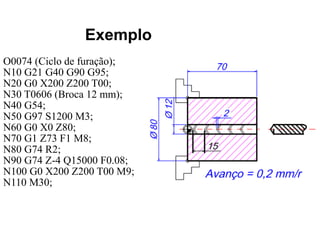
G74 Ciclo deFuração
Aplicação: Ciclo de furação.
A função G74 como ciclo de furação requer:
G74 R_ _ _ ;
G74 Z_ _ _ Q_ _ _ F_ _ _ ; onde:
R = retorno incremental para quebra de cavaco no
ciclo de furação
Z = posição final (absoluto)
Q = valor do incremento no ciclo de furação (milésimo
de milímetro)
F = avanço de trabalho
89.
G74 Ciclo deFuração
NOTAS:
• Após a execução do ciclo a ferramenta retorna
automaticamente ao ponto
posicionado.
• Quando utilizarmos o ciclo G74 como ciclo de
furação não poderemos informar as
funções “X” e “U” no bloco.
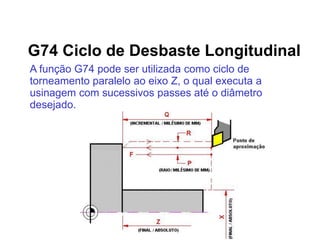
G74 Ciclo deDesbaste Longitudinal
A função G74 pode ser utilizada como ciclo de
torneamento paralelo ao eixo Z, o qual executa a
usinagem com sucessivos passes até o diâmetro
desejado.
92.
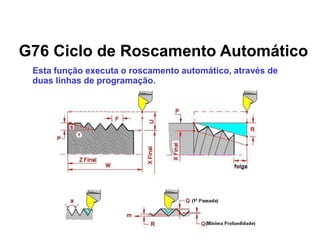
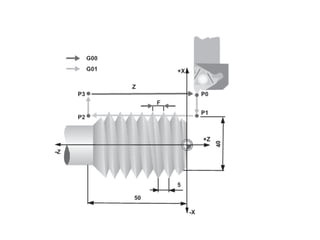
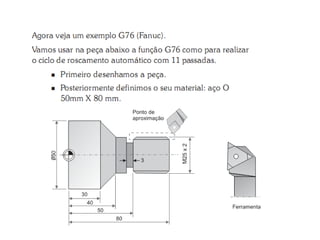
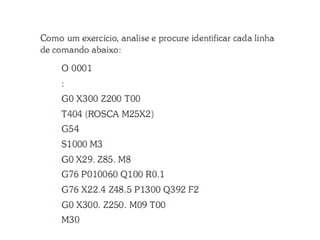
G76 Ciclo deRoscamento Automático
Esta função executa o roscamento automático, através de
duas linhas de programação.
Sistema deCoordenadas.
Funções Preparatórias.
Sistema de Referência e Ffixação de Ferramentas.
Controle Linear e Circular de Deslocamento.
Lógica de Repetição.
Ciclos Automáticos de Usinagem.
Compensação do Raio de Corte.
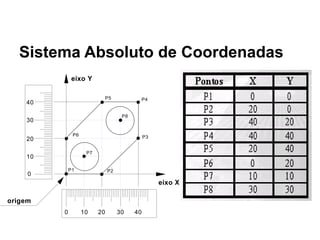
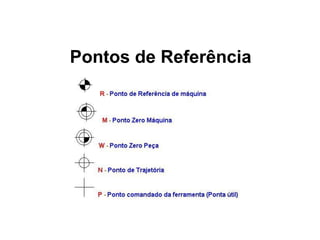
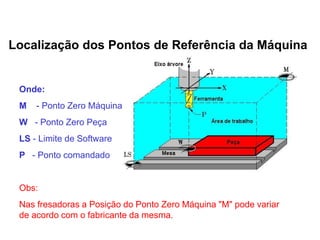
Localização dos Pontosde Referência da Máquina
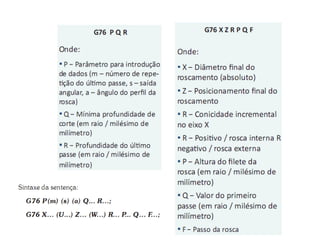
Onde:
M - Ponto Zero Máquina
W - Ponto Zero Peça
LS - Limite de Software
P - Ponto comandado
Obs:
Nas fresadoras a Posição do Ponto Zero Máquina "M" pode variar
de acordo com o fabricante da mesma.
108.
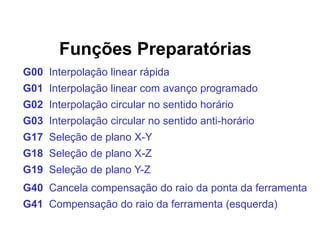
Funções Preparatórias
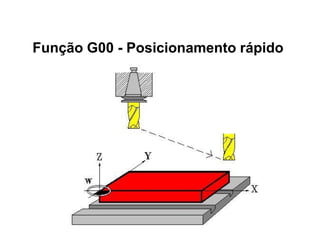
G00 Interpolaçãolinear rápida
G01 Interpolação linear com avanço programado
G02 Interpolação circular no sentido horário
G03 Interpolação circular no sentido anti-horário
G17 Seleção de plano X-Y
G18 Seleção de plano X-Z
G19 Seleção de plano Y-Z
G40 Cancela compensação do raio da ponta da ferramenta
G41 Compensação do raio da ferramenta (esquerda)
109.
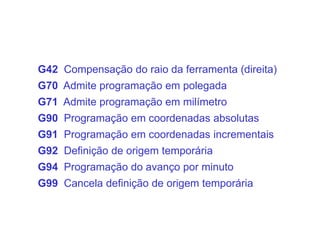
G42 Compensação doraio da ferramenta (direita)
G70 Admite programação em polegada
G71 Admite programação em milímetro
G90 Programação em coordenadas absolutas
G91 Programação em coordenadas incrementais
G92 Definição de origem temporária
G94 Programação do avanço por minuto
G99 Cancela definição de origem temporária
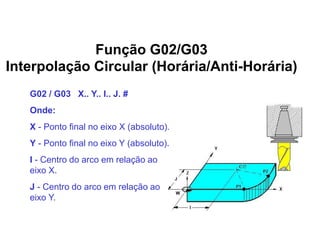
Função G02/G03
Interpolação Circular(Horária/Anti-Horária)
G02 / G03 X.. Y.. I.. J. #
Onde:
X - Ponto final no eixo X (absoluto).
Y - Ponto final no eixo Y (absoluto).
I - Centro do arco em relação ao
eixo X.
J - Centro do arco em relação ao
eixo Y.
113.
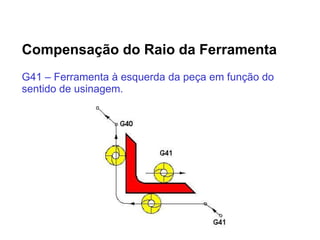
Compensação do Raioda Ferramenta
G41 – Ferramenta à esquerda da peça em função do
sentido de usinagem.
114.
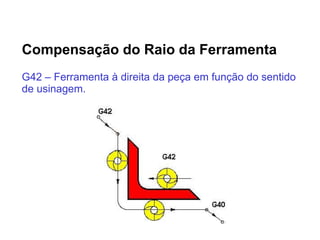
Compensação do Raioda Ferramenta
G42 – Ferramenta à direita da peça em função do sentido
de usinagem.
115.
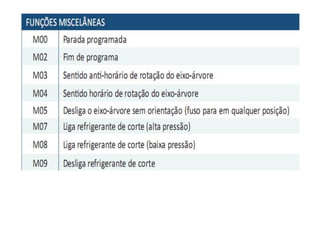
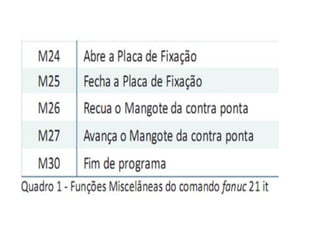
FUNÇÕES AUXILIARES
Exemplo:
T01 –Chama a ferramenta nº1;
M06 – Habilita a troca;
O1 – Ativa o corretor de altura nº 1;
S1500 M3 – Liga a rotação do eixo-árvore a 1500 RPM.
FUNÇÕES : O, S, T, M6
116.
Função G24 Autorotina de Círculo de Furos
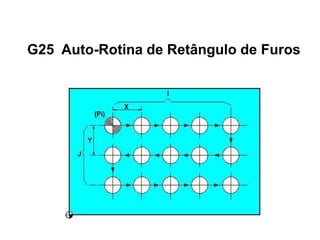
Função G25 Auto rotina de Retângulo de Furos
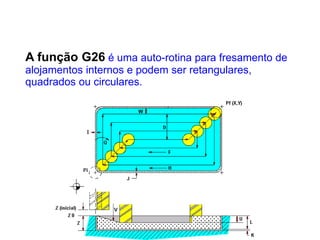
Função G26 Auto rotina para alojamento Interno(Cavidade)
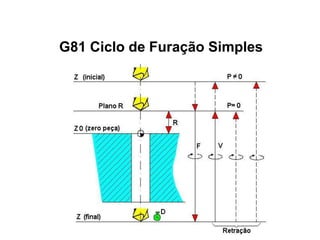
Função G81 Ciclo de furação simples
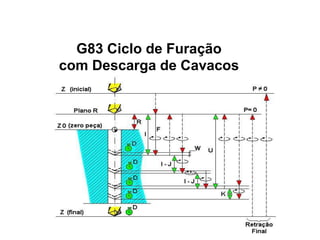
Função G83 Ciclo de furação com descarga de cavacos
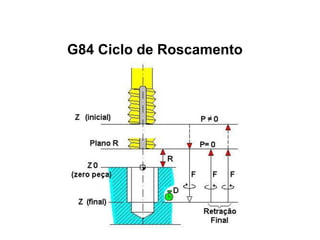
Função G84 Ciclo de roscamento
Ciclos Automáticos de Usinagem
117.
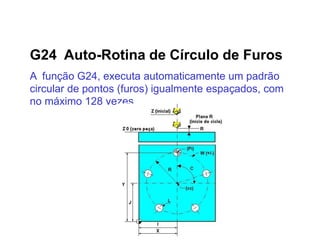
G24 Auto-Rotina deCírculo de Furos
A função G24, executa automaticamente um padrão
circular de pontos (furos) igualmente espaçados, com
no máximo 128 vezes.
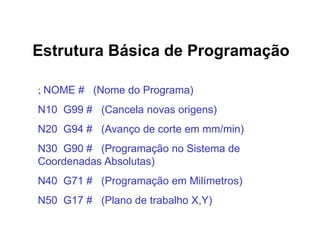
Estrutura Básica deProgramação
; NOME # (Nome do Programa)
N10 G99 # (Cancela novas origens)
N20 G94 # (Avanço de corte em mm/min)
N30 G90 # (Programação no Sistema de
Coordenadas Absolutas)
N40 G71 # (Programação em Milímetros)
N50 G17 # (Plano de trabalho X,Y)
124.
CHAMADA DE FERRAMENTA:
N60T01 M06 ; FRESA DE TOPO DE 10 MM #
(Chamada de Ferramenta e Liberação para a troca
de posição no Magazine)
N70 O01 S2500 M03 # (Ativa o corretor da
ferramenta, a rotação desejada e o sentido e giro
do eixo árvore).
N80 M08 # (Liga refrigerante de corte)
125.
BLOCOS DE USINAGEM
N150G00 X50. Y45. # (Posicionamento rápido)
N160 G01 X80. F400 # (Interpolação linear com
avanço programado)
126.
TROCAS DE FERRAMENTAS
N240M09 # (Desliga refrigerante de corte)
N250 GZO M05 # (Ponto de troca, cancela
corretor de ferramenta e desliga o eixo árvore)
N260 T02 M06; BROCA HELICOIDAL 5MM #
(Chama a nova ferramenta e libera para a troca de
posição no magazine)
N270 O02 S3000 M03 # (Ativa o corretor da nova
ferramenta, a rotação desejada e o sentido de giro).
N280 M08 # (Liga refrigerante de corte)
127.
FINAL DE PROGRAMA
N930M09 # (Desliga refrigerante de corte)
N940 GZO M05 # (Ponto de troca, cancela
corretor de ferramenta e desliga o eixo árvore)
N950 T00 M06 # (Descarrega o eixo árvore)
N960 M30 # (Final de programa)