Transferir como PDF, PPTX
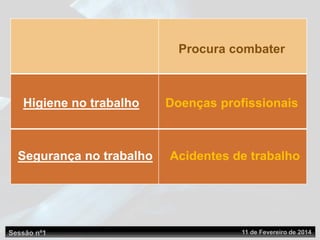
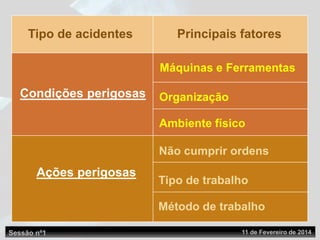
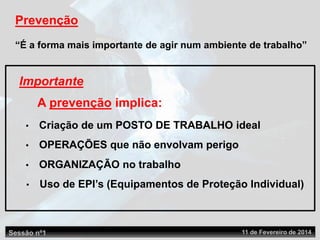
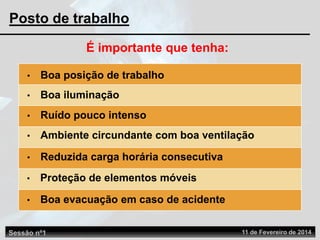





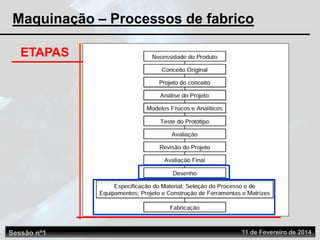
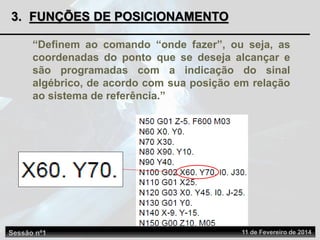

Este documento resume os principais pontos discutidos na primeira sessão de um curso sobre processos de maquinação. A sessão abordou a importância da higiene e segurança no trabalho, os processos de maquinação, a programação e as linguagens de programação utilizadas.



























