Baixado 33 vezes

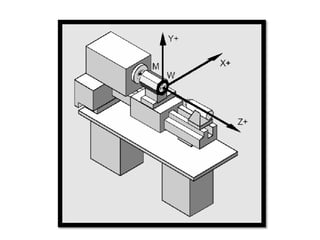
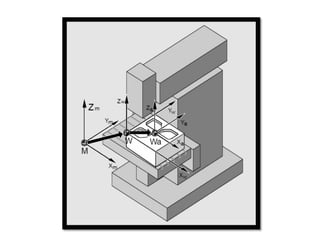


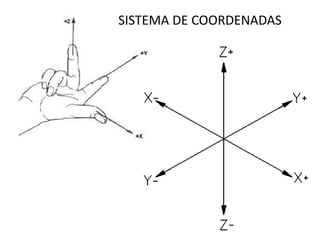
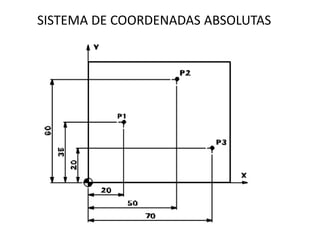
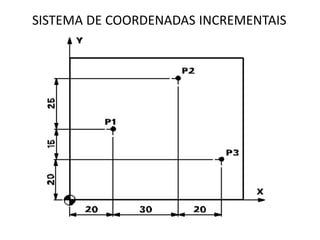
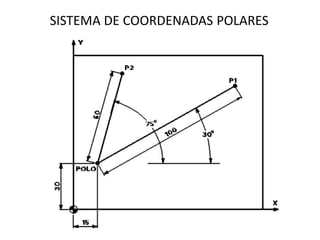
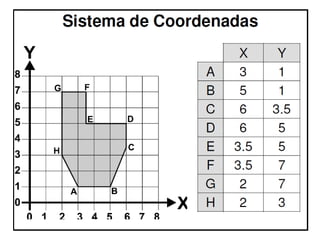
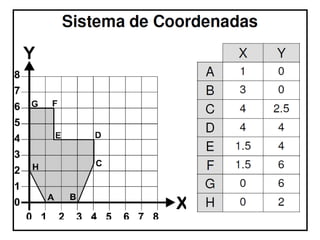
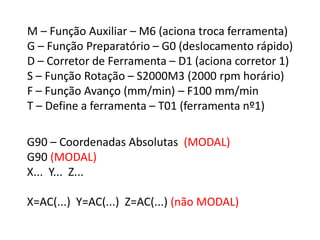
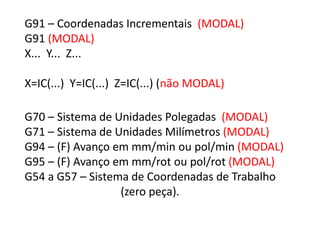
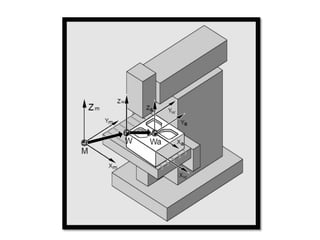
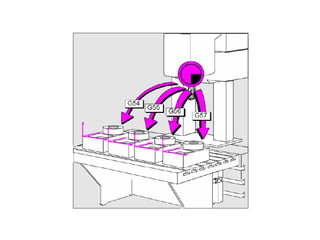
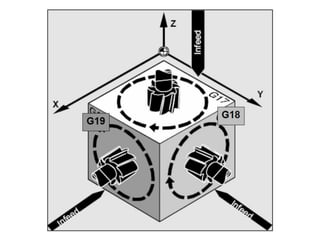
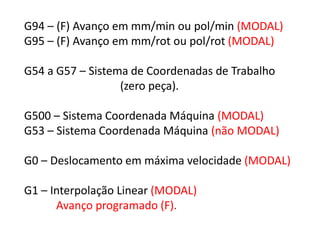
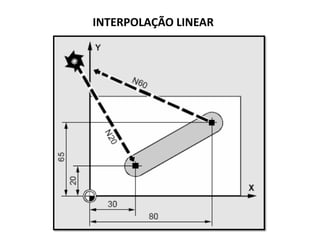
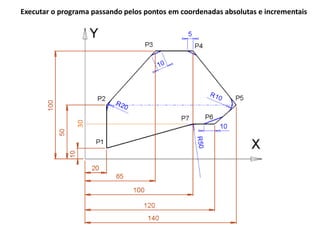
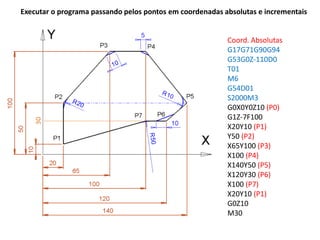
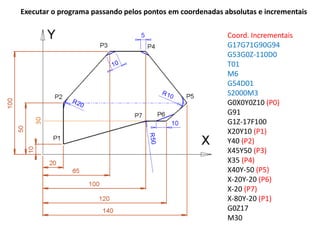
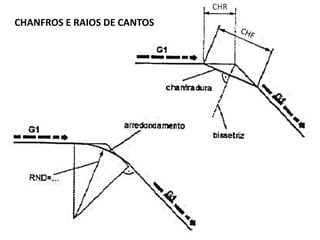
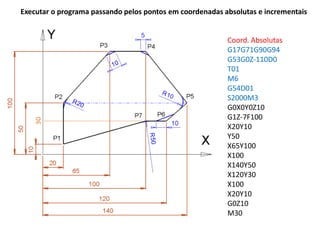
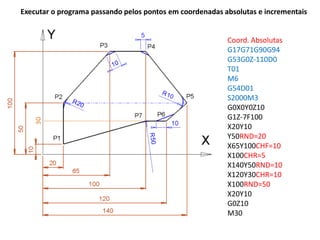
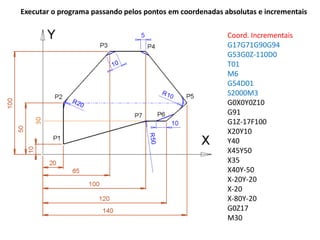
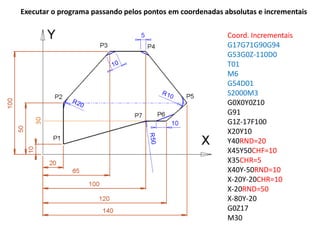
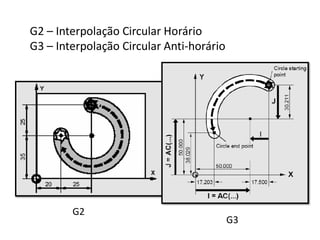
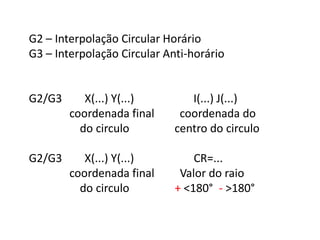
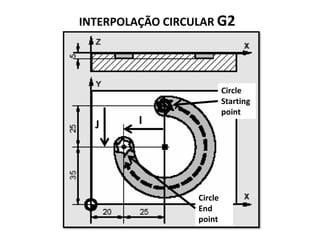

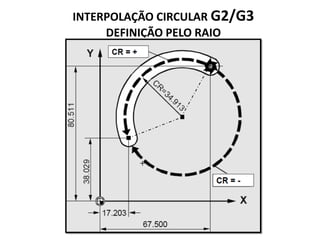
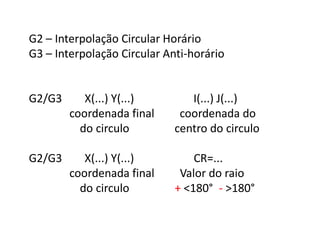
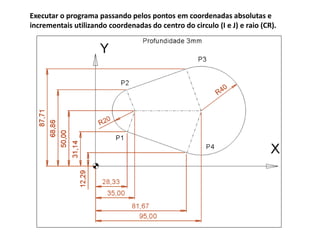
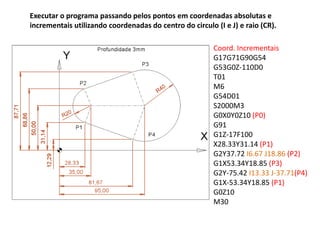
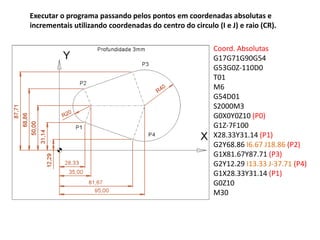
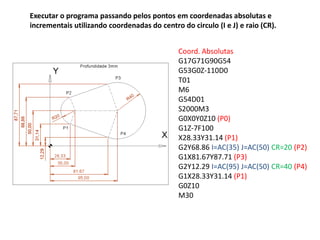
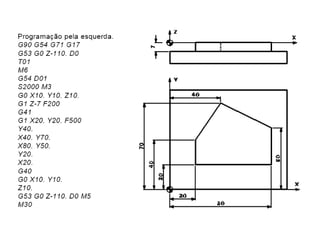
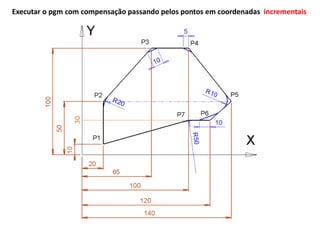
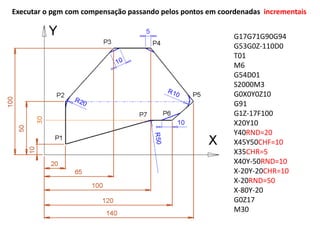
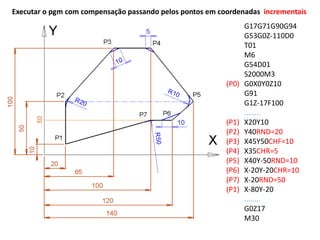
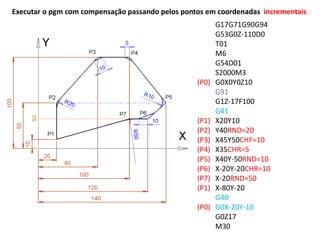
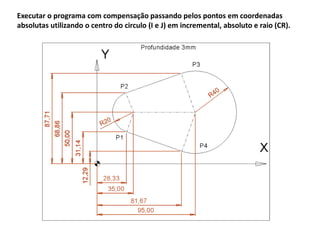
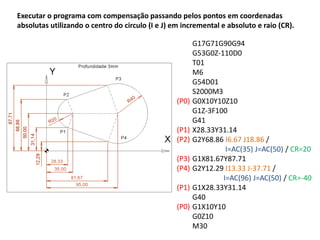

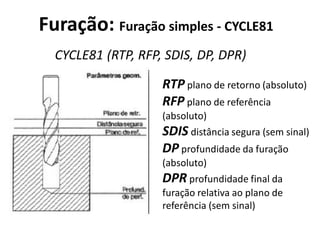
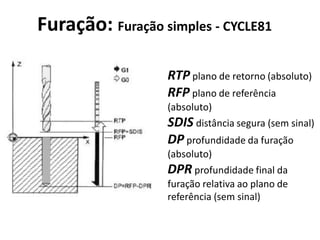
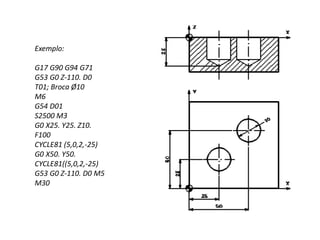
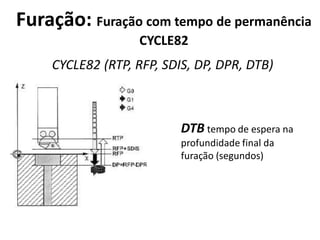
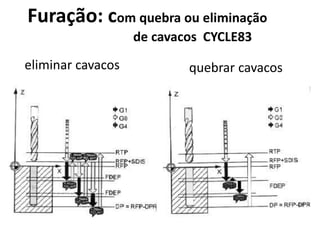
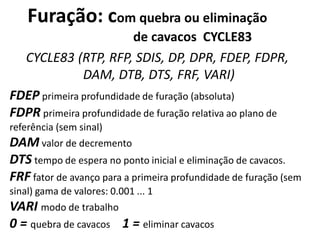
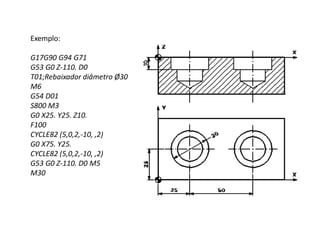
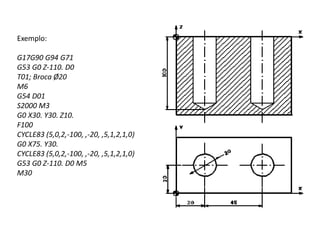
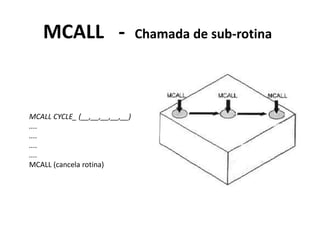
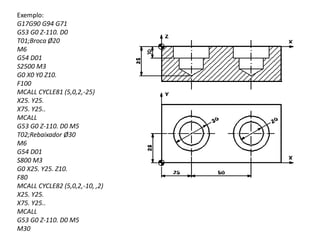
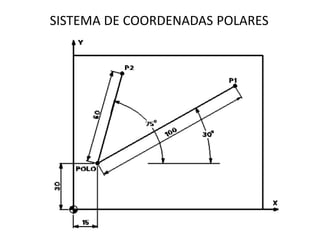
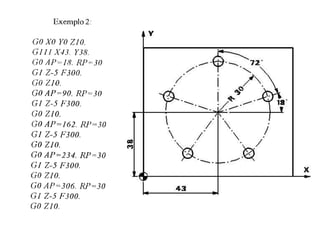
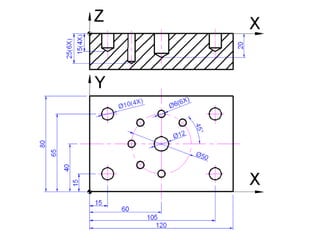
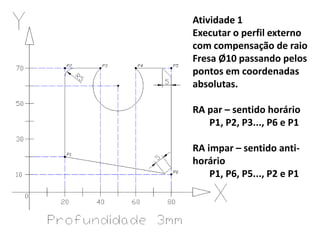
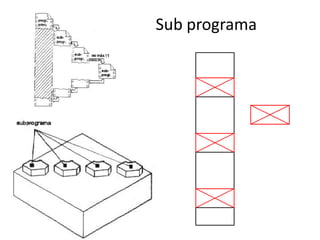
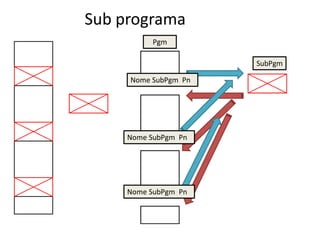
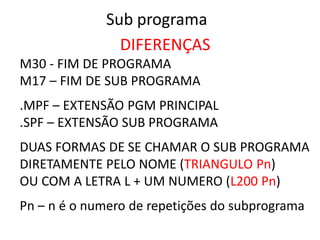
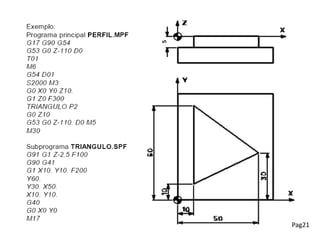
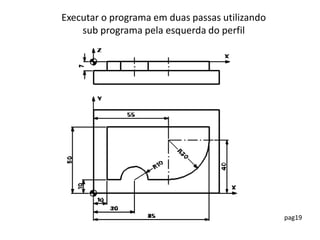
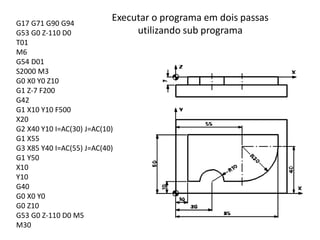
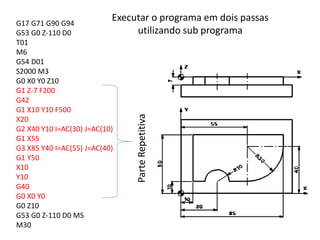
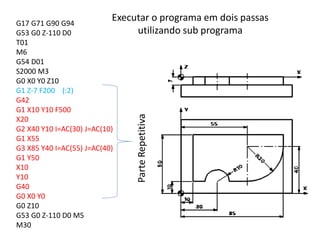
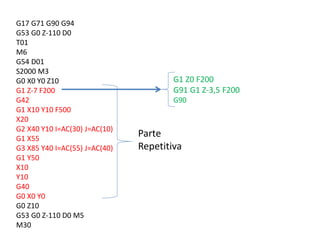
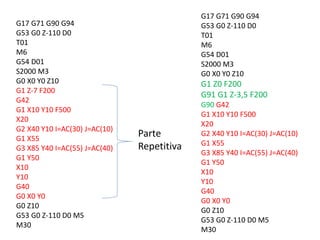
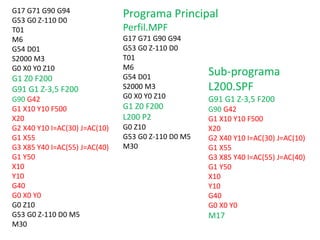
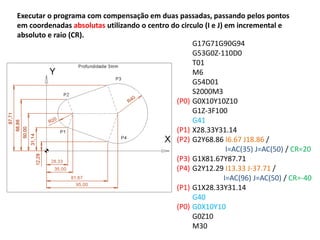
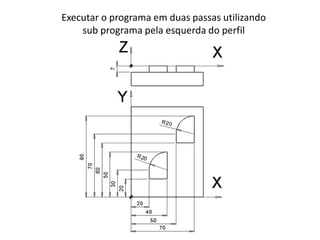
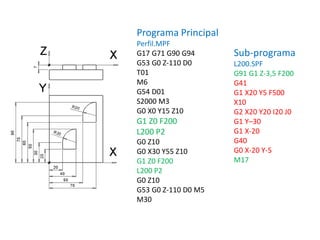



O documento descreve os principais comandos utilizados em programação de máquinas CNC. Inclui sistemas de coordenadas, funções de deslocamento, interpolação linear e circular, chamadas de sub-rotinas para furação e compensação de ferramenta.


































































