Introdução
Prof. Dácio Rebouças
4
•A linguagem G foi adotada pelo sistema como um padrão a ser usado
pelos fabricantes de comandos, com algumas normas rígidas,
fornecendo liberdade para criação de recursos próprios, mantendo as
funções básicas e universais;
• A criatividade possibilitou o surgimento de alguns comandos que
oferecem mais recursos que outros, variando de fabricante para
fabricante.
5.
Introdução
Prof. Dácio Rebouças
5
•Comandos mais utilizados:
• Usuários:
• Ergomat, Index, Traub, Romi e vários outros fabricantes de máquinas CNC.
• FANUC;
• MITSUBISHI;
• MACH;
• SIEMENS;
• MCS.
6.
Introdução
Prof. Dácio Rebouças
6
•Estrutura de linguagem:
• Programas CN (comando numérico):
• Códigos que possibilitaram a comunicação entre o homem e a máquina;
• Sequência de sentenças que são memorizadas pelo comando e executadas;
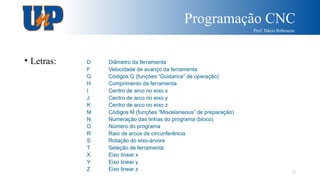
• Letras: informar ao comando as operações que deverão ser executadas;
• Caracteres: qualquer símbolo que signifique algo para o comando;
• Letras de endereçamento: instruções para o comando executar funções;
• Palavras: letra seguida de valor numérico.
7.
Programação CNC
Prof. DácioRebouças
7
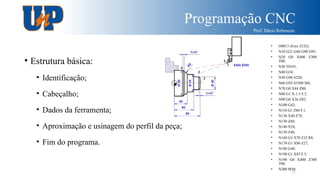
• É a codificação, em linguagem específica, das instruções, comandos,
dimensões e funções auxiliares necessárias à fabricação das peças;
• Conhecimentos matemáticos e tecnológicos;
• Características da máquina CNC;
• Normalizado pela ISO 6983.
Programação CNC
Prof. DácioRebouças
9
• Programação manual:
• Alto tempo para geração do programa;
• Domínio da linguagem;
• Conhecimento das características da máquina;
• Programação de peças com geometrias simples;
• Erros de programação.
10.
Programação CNC
Prof. DácioRebouças
10
• Programação CAD/CAM:
• Menor tempo para geração do programa;
• Recursos gráficos para simulação da usinagem;
• Recursos de estratégias de usinagem;
• Programação de peças com geometrias simples e complexas em um curto
espaço de tempo;
• Menor influência do programador e assim, menores chances de erro.
Tipos de funções
Prof.Dácio Rebouças
14
• Funções de posicionamento;
• Funções especiais;
• Funções preparatórias;
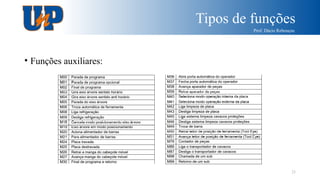
• Funções auxiliares;
• ; significa fim de bloco (EOD – end of block);
• ( ) as palavras entre o parênteses são comentários.
15.
Tipos de funções
Prof.Dácio Rebouças
15
• Funções de posicionamento:
• O comando trabalha em milímetros para palavras de posicionamento com
ponto decimal.
• Função X: posicionamento no eixo transversal (absoluta). Ex.: X20 ou X-5;
• Função Z: posicionamento no eixo longitudinal (absoluta). Ex.: Z20 ou Z-20;
• Função U: posicionamento no eixo transversal (incremental). Ex.: U5 ou U-5 (usado em
programação feita em coordenadas absolutas).
• Função W: posicionamento no eixo longitudinal (incremental). Ex.: W5 ou W-5 (usado
em programação feita em coordenadas absolutas.
16.
Tipos de funções
Prof.Dácio Rebouças
16
• Funções especiais:
• Função O (usada no comando GE Fanuc 21i);
• Todo programa ou subprograma na memória do comando é identificado
através da letra “O” composto por até 4 dígitos, podendo variar de 0001 até
9999;
• Para facilitar a identificação do programa, recomenda-se inserir um
comentário, observando-se o uso dos parênteses:
• Ex.: O5750 (flange do eixo traseiro).
17.
Tipos de funções
Prof.Dácio Rebouças
17
• Função N:
• Define o número da sequencia;
• Cada sequencia de informação pode ser identificada por um número de um a
quatro dígitos, que virá após a função N;
• Esta função é utilizada em desvios especificados em ciclos, e em procura de
blocos:
• Exemplo: N50 G01 X10; N60 G01 Z10.
18.
Tipos de funções
Prof.Dácio Rebouças
18
• Função F:
• Geralmente nos tornos CNC utiliza-se o avanço em mm/rotação, mas este
também pode ser utilizado em mm/min;
• O avanço é um dado importante de corte e é obtido levando-se em conta o
material, a ferramenta e a operação a ser executada:
• Ex.: F0.3 ou F.3 .
19.
Tipos de funções
Prof.Dácio Rebouças
19
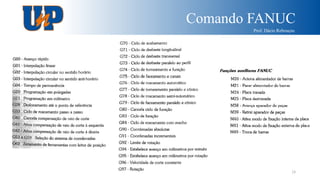
• Função posição da ferramenta (T):
• A função T é usada para selecionar as ferramentas informando à máquina o
seu zeramento, raio do inserto, sentido de corte e corretores;
• Programa-se o código T acompanhado de no máximo quatro dígitos:
• Os dois primeiros dígitos definem a localização da ferramenta na torre e seu zeramento e
os dois últimos dígitos definem o número do corretor de ajustes de medidas e correções
de desgaste do inserto:
• Deve ser programada em uma linha de maneira isolada;
• Exemplo: T02.2.
20.
Tipos de funções
Prof.Dácio Rebouças
20
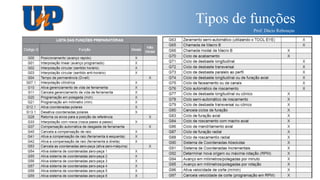
• Funções preparatórias:
• As funções preparatórias indicam ao comando o modo de trabalho, ou seja,
indicam à máquina o que fazer, preparando-a para executar um tipo de
operação, ou para receber uma determinada informação;
• Essas funções são dadas pela letra G, seguida de um número formado por dois
dígitos.
21.
Tipos de funções
Prof.Dácio Rebouças
21
• Funções modais:
• São as funções que permanecem ativas até que sejam substituídas por uma
outra função, também modal, de efeito contrário.
• Funções não modais:
• São funções que não ficam memorizadas e são atuantes apenas nos blocos que
as contém.
Sistemas de interpolação
Prof.Dácio Rebouças
25
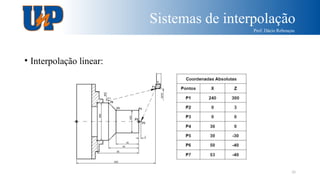
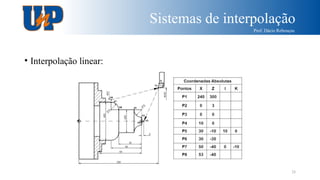
• Interpolação linear:
• A trajetória programada em uma sentença é percorrida com uma orientação
linear, de qualquer ângulo, com qualquer velocidade de avanço;
• Conhecido o ponto de partida “A”, pode-se atingir qualquer ponto “B”, com
um avanço estabelecido, sempre em movimentação retilíneo;
• Pode-se usinar qualquer perfil cônico, isto é, pode-se estabelecer uma
usinagem cônica de qualquer ângulo.
Sistemas de interpolação
Prof.Dácio Rebouças
27
• Interpolação circular:
• A trajetória da ferramenta é percorrida com uma orientação circular, com
qualquer raio, nos sentidos horário e anti-horário, e com qualquer velocidade;
• Algumas informações são necessárias para a programação de arcos, tais como:
• Ponto final do arco;
• Sentido do arco;
• Centro do arco.
Avanço rápido
Prof. DácioRebouças
29
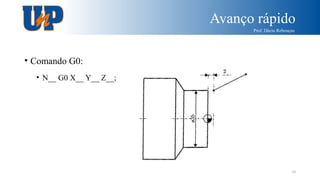
• Comando G0:
• Usado normalmente para aproximações ou recuos das ferramentas, esta função
tem avanço próprio, podendo atingir os limites dos eixos da máquina que
podem ser também controlados pelo potenciômetro de avanço do comando;
• Pode-se dizer que esta função gera movimentos improdutivos dentro do
processo de usinagem.
Interpolação linear
Prof. DácioRebouças
31
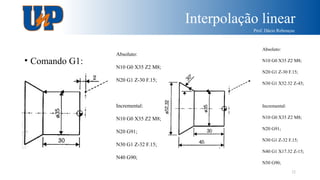
• Comando G1:
• Esta função é usada para avanços lentos, isto é, avanços de usinagem
programados de acordo com as necessidades do programador;
• Executa movimentos retilíneos, ou seja, linhas retas, ângulos e até com a
inserção de raios e chanfros:
• N__ G1 X__ Y__ Z__ F__;
Interpolação linear
Prof. DácioRebouças
33
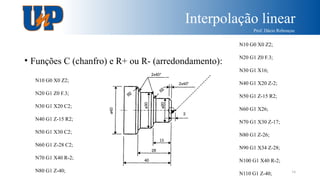
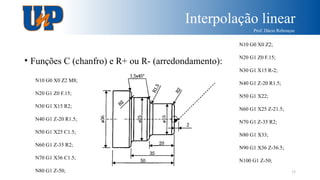
• Funções C (chanfro) e R+ ou R- (arredondamento):
• Para executar este tipo de comando, será preciso um movimento posterior,
uma sequência do movimento para que se saiba a direção do chanfro ou o
arredondamento:
• Horário: R+;
• Anti-horário: R-;
• N__ G1 X__ C__;
• N__ G1 X__ R__;