Baixado 50 vezes
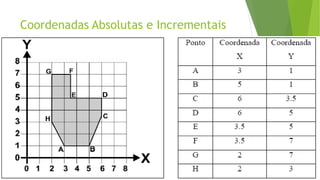
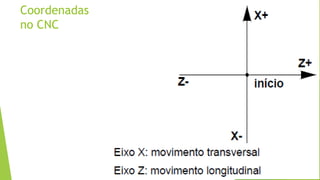

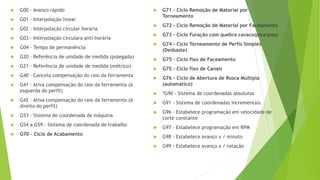

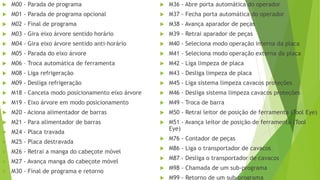






O documento descreve o Comando Numérico Computadorizado (CNC), incluindo seu surgimento, funcionamento, principais mudanças, coordenadas, programação e funções. É apresentado como o CNC controla máquinas ferramentas através de coordenadas e programas, permitindo maior precisão, repetibilidade e produtividade na fabricação de peças.





















































