Baixado 183 vezes


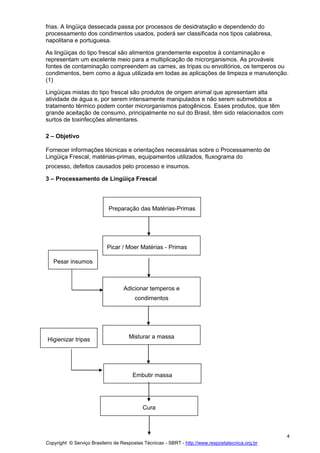


















O documento descreve o processo produtivo de lingüiça frescal, incluindo matérias-primas, equipamentos, etapas de produção e aspectos de qualidade. Discorre sobre carnes, gorduras, tripas, formulações, defeitos, boas práticas de fabricação e legislação aplicável ao produto.















































