![Cap. 9 - Superfície Usinada
I - Contaminantes (gases,
graxa, lubrificantes)
III - Deformações plásticas
V - Camada não modificada
IV - Camada com estrutura
cristalina modificada
II - Camada de óxido
Geometria: Textura da superfície
Figura 1: Representação esquemática das camadas da superfície usinada[Black e Kohser 2017]1
1
BLACK, J. T.; KOHSER, R. A.- DeGarmo’s Materials and Processes in Manufacturing. Wiley, 2017.
1 22](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recomendados
Mais conteúdo relacionado
Semelhante a Cap09-Superficie.pdf
Semelhante a Cap09-Superficie.pdf (13)
Mais de Anna Carla Araujo
Mais de Anna Carla Araujo (12)
Cap09-Superficie.pdf
- 1. Capítulo 9 - Superfície Usinada Usinagem para Engenharia A.C. Araujo a , A.L. Mougo b e F.O. Campos c . a araujo@insa-toulouse.fr, INSA-Toulouse, Institute Clément Ader, França b adriane.mougo@cefet-rj.br, CEFET/RJ, Rio de Janeiro, Brasil c fabio.campos@cefet-rj.br, CEFET/RJ, Rio de Janeiro, Brasil Slides propostos Setembro de 2020
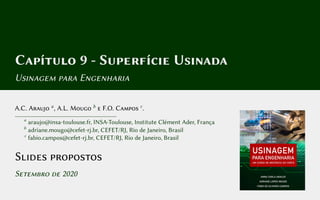
- 2. Cap. 9 - Superfície Usinada I - Contaminantes (gases, graxa, lubrificantes) III - Deformações plásticas V - Camada não modificada IV - Camada com estrutura cristalina modificada II - Camada de óxido Geometria: Textura da superfície Figura 1: Representação esquemática das camadas da superfície usinada[Black e Kohser 2017]1 1 BLACK, J. T.; KOHSER, R. A.- DeGarmo’s Materials and Processes in Manufacturing. Wiley, 2017. 1 22
- 3. Cap. 9 - Superfície Usinada Camadas da superfície usinada I Camada de contaminantes: É importante a limpeza com produtos desengraxantes para uma medida mais precisa; II Camada de óxido: É formada por um óxido que é resultado da reação química natural do substrato do material usinado ao ser exposto ao ar; III Camada de deformações plásticas: Apresentam contornos de forma alterados devido à ação da ferramenta de corte sobre a peça; IV Camada com estrutura cristalina modificada: Camada que foi termicamente afetada, causando o refinamento dos grãos; V Camada inalterada: Sem alterações decorrentes do processo de usinagem. 2 22
- 4. Cap. 9 - Superfície Usinada Integridade de superfície Geométricos:textura, trincas, microtrincas e formação de rebarbas; Físicos: microdureza, dureza, tensões residuais e microestrutura; Químicos: oxidação da camada externa, reações químicas da superfície, polarização elétrica da superfície e adsorção; Biológicos: biocompatibilidade, importantes na fabricação de implantes médicos. A formação da geometria da peça, a microdureza e as alterações químicas são chamadas de alterações superficiais e as variações causadas pelos efeitos da região terciária de deformações e pelo aporte térmico são chamadas de alterações sub-superficiais. 3 22
- 5. Cap. 9 - Superfície Usinada A textura da superfície descreve as características geométricas comumente utilizadas na prática de fabricação para qualificar a superfície usinada: USINAGEM DE ACABAMENTO X USINAGEM DE DESBASTE Perfis da textura de superfície Filtros aplicados ao perfil bruto para medir rugosidade e ondulação Parâmetros derivados do perfil de rugosidade Valores típicos de rugosidade nos processos de usinagem Previsão teórica dos parâmetros de rugosidade de superfícies usinadas 4 22
- 6. Cap. 9 - Superfície Usinada (a) Simulação da topografia de uma superfície usinada 0 2 4 6 8 localização na direção x (mm) -0.5 0 0.5 1 1.5 2 Perfil da superfície em y=5mm ( m) Perfil bruto Perfil de forma Perfil de ondulação Perfil de rugosidade (b) Perfil bruto da superfície simulada Figura 2: Exemplo esquemático da textura de superfície [Araujo, Mougo e Campos 2020] 5 22
- 7. Cap. 9 - Superfície Usinada Cut-off É o limite de comprimento de onda estabelecido para o corte e filtro dos sinais de perfil. No caso do perfil de rugosidade, usualmente o cut-off superior é chamado de comprimento de amostragem, ou simplesmente cut-off. l l l s c f Perfil de rugosidade Perfil de ondulação 100% Figura 3: Perfil de rugosidade e de ondulação [Araujo, Mougo e Campos 2020] 6 22
- 8. Cap. 9 - Superfície Usinada Parâmetros quantitativos da textura da superfície Parâmetros de amplitude (Ra, Rt, Rz) Parâmetros de espaçamento Parâmetros híbridos Rugosidade (Ra): Média aritmética dos desvios absolutos do perfil de rugosidade |dy| Ra = R lm 0 |dy|dx lm (1) 0 0.5 1 1.5 2 2.5 3 3.5 4 Distância medida (mm) -1.5 -1 -0.5 0 0.5 1 1.5 Perfil de Rugosidade ( m) Linha Média Perfil de rugosidade Rugosidade média (Ra) dy Rt Figura 4: [Araujo, Mougo e Campos 2020] 7 22
- 9. Cap. 9 - Superfície Usinada Rugosidade total máxima (Rt): distância entre o pico mais alto e o vale mais profundo. Rugosidade total média (Rz): média das distâncias entre o maior pico e o maior vale. Table 1: Valores típicos de Rugosidade para diferentes processos de fabricação Processos de Fabricação (exemplos) Eletroretif. Retificação Fresamento Forjamento Fundição em areia Superacabam. Brunimento Furação Serramento Laminação a quente Polimento Torneam. precisão EDM Aplainamento Oxicorte Valores típicos de Rugosidade (em µm) Ra < 0,02 de 0,02 a 0,1 de 0,1 a 2 de 2 a 10 > 10 Rt < 0,1 de 0,1 a 0,5 de 0,5 a 10 de 10 a 50 > 50 Cut-off λc e comprimento de medida recomendados lm (mm) λc 0,08 0,25 0,8 2,5 8 lm 0,4 1,25 4 12,5 40 8 22
- 10. Cap. 9 - Superfície Usinada Previsão teórica dos parâmetros de rugosidade de superfícies usinadas É possível realizar uma previsão da rugosidade de superfície teórica para operações de torneamento e fresamento baseada na geometria da ferramenta e nos valores de avanço por rotação (ou por dente). f kr Rt r e (a) Superfície usinada f Rt re re-Rt re f 2 (b) Aproximação geométrica Figura 5: Geometria da superfície e cálculo da rugosidade Rt [Araujo, Mougo e Campos 2020] 9 22
- 11. Cap. 9 - Superfície Usinada Se Rt ≈ r, então é possível calcular o valor de Rt utilizando o triângulo retângulo formado por f 2 : r2 = f 2 2 + (r − Rt)2 (2) Se Rt r (ambos em mm), então: r2 = f2 4 + r2 − rRt −→ Rt = f2 8r (3) A partir do perfil teórico, é possível também determinar o cálculo para Ra: Ra = f2 18 √ 3r (4) 10 22
- 12. Cap. 9 - Superfície Usinada 20 40 60 80 100 Velocidade de corte (m/min) 1 1.2 1.4 1.6 1.8 2 2.2 2.4 Razão de rugosidade r r Ferro fundido Materiais dúcteis Ligas de usinagem fácil Figura 6: Curva da razão de correção teórica para a rugosidade [Groover 2014]2 2 GROOVER, M. P. - Introdução aos Processos de Fabricação. Editora LTC, 2014. 11 22
- 13. Cap. 9 - Superfície Usinada P Ferramenta Cavaco A B Formação da rebarba na saída da ferramenta (a) Rebarba de encurvamento Ferramenta Rebarba de Poisson Cavaco Ff (b) Rebarba de Poisson 12 22
- 14. Cap. 9 - Superfície Usinada Cavaco Rebarba de Estiramento (c) Rebarba por estiramento N Vf Inicio do sangramento Fim do sangramento (Perpectiva) Rebarba de ruptura D D (d) Rebarba por ruptura Figura 7: Representação dos mecanismos de formação de rebarba [Araujo, Mougo e Campos 2020] 13 22
- 15. Cap. 9 - Superfície Usinada Rebarba ab h b rb br h r Peça Figura 8: Dimensões observadas na geometria da rebarba [Araujo, Mougo e Campos 2020] Valor de rebarba g: altura ab, espessura hb, raio de arredondamento da raiz rb, espessura da raiz hr e ângulo da raiz βr. g = 4 hr + 2 rb + hb + ab 8 (5) 14 22
- 16. Cap. 9 - Superfície Usinada Vc Ferramenta Peça A1-E A2-E A1-T A1-S A2-S A2-T (a) Aplainamento A1-S A1-E Vf A2-E A1-T A1-S A2-S A1-T (b) Fresamento de topo Figura 9: Localização da rebarba em cada processo de usinagem 15 22
- 17. Cap. 9 - Superfície Usinada A1-T (a) Torneamento Broca Vf Peça A1-I A1-I Broca Vf Peça A1-I A1-I A2-I A2-I Calota (b) Furação Figura 10: Localização da rebarba em cada processo de usinagem 16 22
- 18. Cap. 9 - Superfície Usinada Conceito de tensões residuais: São definidas como tensões auto-equilibradas existentes em um corpo, em condições de temperatura uniforme e sem carregamento externo. Momento fletor Momento fletor Sem carregamento Sem carregamento Cilindro livre de tensões Cilindro com deformação plástica e elástica de tração Tensão de tração Tensão compressão Tensão de Tensão compressão residual residual de Cilindro com deformação plástica residual (A) (B) (A) (B) Figura 11: Tensões residuais durante a flexão [Araujo, Mougo e Campos 2020] 17 22
- 19. Cap. 9 - Superfície Usinada Tipos de tensões residuais: Tensões residuais do tipo I: tensões a níveis macroscópicos, consideradas quase homogêneas na escala de vários grãos e equilibradas nos limites de todo o material. Tensões residuais do tipo II: tensões microscópicas, consideradas quase homogêneas na escala de um grão e equilibradas nos limites dos contornos de alguns grãos do material. Tensões residuais do tipo III: tensões submicroscópicas, heterogêneas na escala de algumas distâncias interatômicas e equilibradas nos limites de algumas células unitárias. 18 22
- 20. Cap. 9 - Superfície Usinada s0 s0 y 0 ymin LN -100 60 Tensões residuais na Viga ymax s0 s0 y 0 ymin LN -30 Tensões de flexão pura ymax s0 s0 y 0 ymin LN -130 60 Tensões residuais + tensôes de flexão na viga ymax 30 -70 Figura 12: Exemplo de soma de tensões residuais em serviço [Araujo, Mougo e Campos 2020] 19 22
- 21. Cap. 9 - Superfície Usinada Cavaco Ferramenta P Pus P0 Vc Peça (a) Pontos de referência s0 s0 e P0 P Pus Peça (b) Carregamento mecânico s0 s0 T P0 P Pus (c) Temperatura Figura 13: Tensões Residuais em usinagem 20 22
- 22. Cap. 9 - Superfície Usinada 0 50 100 150 Profundidade ( m) -300 -200 -100 0 100 200 300 400 Tensão Residual (MPa) Vc =200 m/min Vc =400 m/min Figura 14: Tensões residuais no aço AISI H13 [Fonseca et al. 2010]3 3 FONSECA, M. C. et al. Comportamento das tensões residuais geradas no torneamento do aço AISI H1. VI Congresso Nacional de Engenharia Mecânica, 2010 21 22
- 23. Cap. 9 - Superfície Usinada Parâmetros que influenciam as tensões residuais na usinagem Profundidade de corte: contribui para a introdução de tensões residuais mais compressivas na superfície; Velocidade de corte e velocidade de avanço: aumenta a geração de calor no processo e promove o surgimento de tensões residuais trativas; Geometria da ferramenta: ferramentas com maior raio de ponta resultam em maior geração de calor e promovem surgimento de tensões residuais mais trativas devido; Fluidos de corte: influenciam diretamente na temperatura da região de corte e consequentemente nas tensões residuais geradas. 22 / 22