Baixado 45 vezes














![39
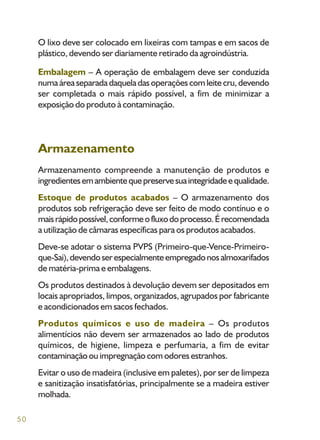
Planta baixa da
agroindústria
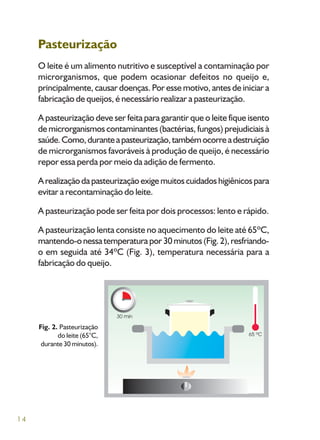
A planta baixa da unidade de processamento está apresentada na
Fig. 29, onde estão descritos os equipamentos necessários para a
elaboração de queijo mussarela.
Os equipamentos devem estar posicionados de forma a facilitar o
processamento e reduzir os riscos de contaminação do produto
final, garantindo a qualidade do mesmo.
A planta baixa prevê equipamentos para a produção dos principais
queijos consumidos no Brasil – minas frescal, prato, mussarela e
parmesão –, portanto a aquisição dos mesmos deve ser feita de
acordo com a necessidade de produção.
A nova legislação brasileira (IN nº 51)1
, entre outras modificações,
apresentouanecessidadederesfriaroleitenapropriedadeeefetuar
o transporte a granel. A recepção de latões será permitida para
leite que seja entregue até no máximo duas horas após a ordenha.
1
BRASIL.MinistériodaAgricultura,PecuáriaeAbastecimento.InstruçãoNormativanº51,de18desetembrode2002.Aprova
os regulamentos técnicos de produção, identidade e qualidade do leite tipo A, do leite tipo B, do leite tipo C, do leite
pasteurizado e do leite cru refrigerado e o regulamento técnico da coleta de leite cru refrigerado e seu transporte a granel.
Diário Oficial [da] República Federativa do Brasil,PoderExecutivo,Brasília,DF,20set.2002,seção1,p.13.Disponível
em: <http://oc4j.agricultura.gov.br/agrolegis/do/consultaLei?op=viewTextual&codigo=8932>. Acesso em: 13 jul. 2005.](https://image.slidesharecdn.com/queijomussarela-160403225725/85/Queijo-mussarela-40-320.jpg)
![40
Além da IN nº 51, para a produção do queijo mussarela, outros
documentos também devem ser consultados: Portaria nº 146, de 7
de março de 19962
; e Portaria nº 364, de 4 de setembro de 19973
.
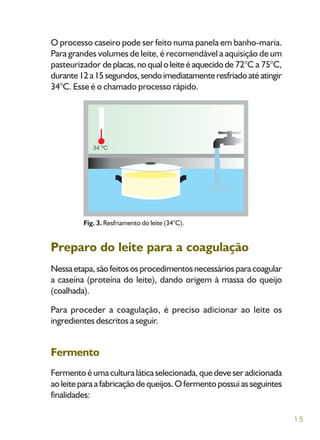
Fig. 29. Planta baixa da agroindústria de queijo mussarela.
2
BRASIL.MinistériodaAgricultura,PecuáriaeAbastecimento.Portarianº146,de7demarçode1996.Aprovaosregulamentos
técnicos de identidade e qualidade dos produtos lácteos. Diário Oficial [da] República Federativa do Brasil, Poder
Executivo, Brasília, DF, 11 mar. 1996, seção 1, p. 3977. Disponível em: <http://oc4j.agricultura.gov.br/agrolegis/do/
consultaLei?op=viewTextual&codigo=1218>. Acesso em: 12 jul. 2005.
3
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Portaria nº 364, de 4 de setembro de 1997. Aprova os
regulamentostécnicosparafixaçãodeidentidadeequalidadedoqueijomuzzarella(muzzarellaoumussarella).DiárioOficial
[da] República Federativa do Brasil,PoderExecutivo,Brasília,DF,8set.1997,seção1,p.19694.Disponívelem:<http:/
/oc4j.agricultura.gov.br/grolegis/do/consultaLei?op=viewTextual&codigo=1248>. Acesso em: 13 jul. 2005.
Plataforma
de expedição
m
Balança
Tanque de recepção
Padronizador
Bomba danitária
Pasteurizador
Tanque de armazenamento
Tanque de coagulação
Prensa
Filagem
Mesa de enformagem
Mesa
Seladora a vácuo
Lavatório
Lavagem de latões
1)
2)
3)
4)
5)
6)
7)
8)
9)
10)
11)
12)
13)
14)
Legenda:](https://image.slidesharecdn.com/queijomussarela-160403225725/85/Queijo-mussarela-41-320.jpg)





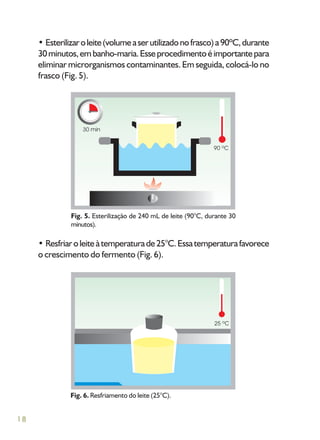
Este documento descreve o processo de produção de queijo mussarela em três etapas: 1) Pasteurização do leite, 2) Preparo do leite para coagulação através da adição de fermento, 3) Coagulação do leite e formação da massa através da adição de coalho. O documento fornece detalhes sobre cada etapa do processo para garantir a qualidade e segurança do produto final.