Baixado 48 vezes




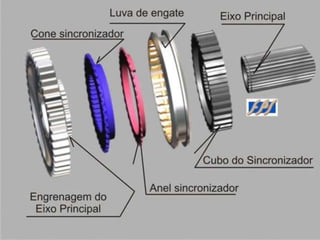





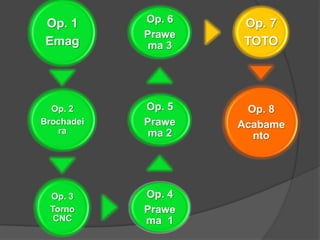




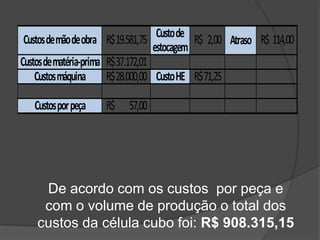

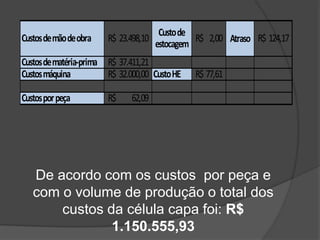
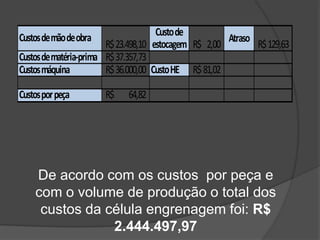
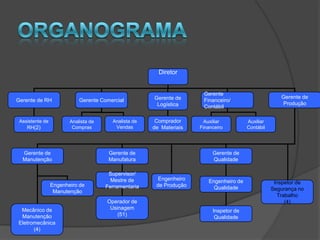








Este documento resume o processo produtivo de uma empresa de mecânica que fabrica peças para transmissões de veículos. Apresenta as etapas de produção dos principais itens, recursos humanos envolvidos, aspectos financeiros e de segurança do trabalho.
































































