Transferir como PDF, PPTX





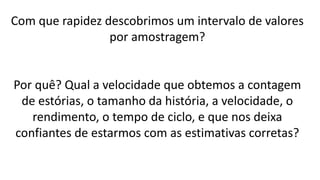


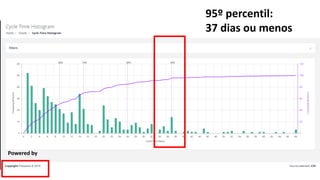
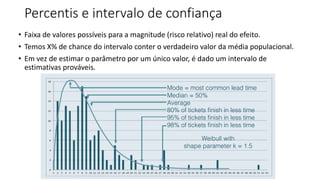
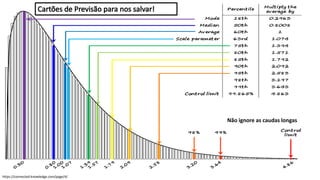
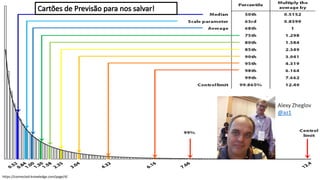


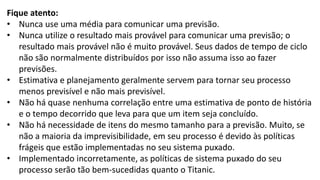




O documento discute técnicas estatísticas como amostragem, simulação de Monte Carlo e métricas para previsão e planejamento. Ele argumenta que estimativas tradicionais são altamente imprecisas e que abordagens probabilísticas baseadas em dados fornecem previsões mais confiáveis.






![O que não te contaram sobre as métricas e voce precisa saber! [SGRIo 06/2019]](https://cdn.slidesharecdn.com/ss_thumbnails/oquenaotecontaramsobreasmetricasevoceprecisasaber-190712165015-thumbnail.jpg?width=640&height=640&fit=bounds)
![Método Kanban - Como começar e entrar no modo maratona [Ago/2019]](https://cdn.slidesharecdn.com/ss_thumbnails/metodokanban-comocomecareentrarnomodomaratona-190918164205-thumbnail.jpg?width=640&height=640&fit=bounds)










![Gestão de mudança com hamonia [Palestra Papo de Consultor]](https://cdn.slidesharecdn.com/ss_thumbnails/20141126papodeconsultor-gestodemudanacomhamonia-150905140853-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)
































