Baixado 135 vezes






































![REFERÊNCIAS BIBLIOGRÁFICAS
Brasil. Ministério da Previdência e Assistência Social. Anuário estatístico de
acidentes do trabalho, 2006. Brasília; Ministério da Previdência e Assistência
Social.
[citado
2009
Junho
12].
Disponível
em:
http://www.mps.gov.br/conteudoDinamico.php?id=490
Elisabete de Fátima Polo de Almeida Nunes1, Nilva Maria de Souza2, Mara
Ferreira Ribeiro3, Renata Baldo, Dissertação de Mestrado: “Notificação de
acidentes de trabalho nas Unidades Básicas de Saúde de londrina”, Londrina
10/2009,
http://www.ccs.uel.br/espacoparasaude/v8n1/v8n1_artigo_1.pdf.
e
Acidentes de trabalho: um estudo sobre esta ocorrência em um hospital geral
http://br.monografias.com/trabalhos-pdf900/acidentes-trabalho-hospital/acidentestrabalho-hospital.pdf
Metalúrgicos de São Paulo e Mogi das Cruzes, Sindicato dos. Convenção coletiva
dos Metalúrgicos e Trabalhadores de Indústrias de Injeção de Plástico – dia
08/06/09, http://www.movimatic.com.br/popup_home/ConvColeMetalSP_2006.pdf
Ribeiro, Adonai Técnico em Segurança do Trabalho Cord. Técnico ST do Sind.
dos Metalúrgicos de SP, Diretor do SINTESP (Sind. Téc. Seg. Trab. no Est. de
SP),” Mapeamento de risco de acidente evita ações do INSS comentários sobre o
artigo de Adelmo do Valle Souza Leão”, São Paulo 2009, Fonte:
http://www.maquinariscozero.org.br/news/news.asp?TID=58&PN=1
Leão, Adelmo do Valle Sousa Leão é advogado empresarial trabalhista, com
especialização em RH pelo MBA da USP, atua no Peixoto e Cury Advogados S.C,
“Mapeamento de risco de acidente evita ações do INSS”, São Paulo janeiro de
2009, Fonte: Conjur - Consultor Jurídico – http://www.conjur.com.br
Brasil, Ministério do Trabalho e Emprego, NOTA TÉCNICA N.º 16 / DSST dia
08/06/2009, Fonte: http://www.movimatic.com.br/popup_home/NT016Prensas.pdf
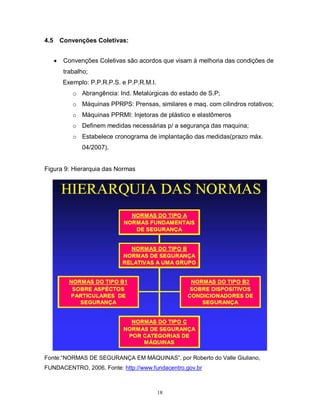
Brasil, FUNDACENTRO – Ministério do Trabalho e Emprego “NORMAS DE
SEGURANÇA EM MÁQUINAS”, São Paulo , manual da Fundacentro por Roberto
76](https://image.slidesharecdn.com/monografiamarceloengseg-140109074537-phpapp01/85/Monografia-marcelo-eng-seg-96-320.jpg)
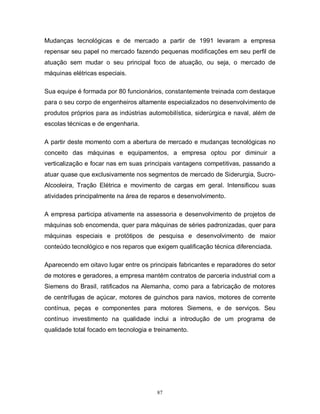












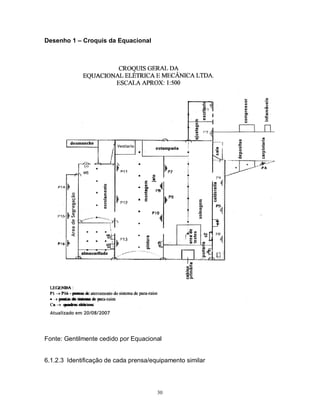
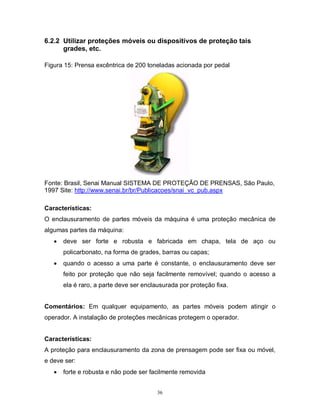
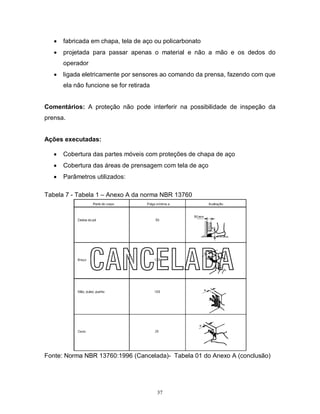
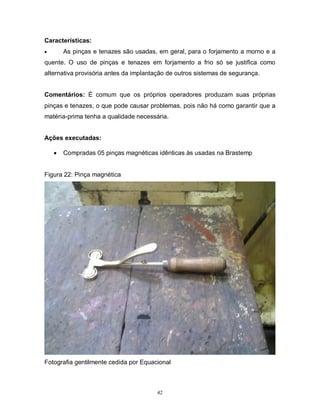
O documento descreve um estudo de caso sobre a instalação de dispositivos de proteção coletivos em prensas mecânicas antigas e obsoletas utilizadas na estamparia de peças metálicas na empresa Equacional visando diminuir riscos e adequar às normas de segurança. O trabalho apresenta soluções técnicas implementadas como braços mecânicos, comandos bimanuais, cadeiras ergonômicas e sinalizações. A conclusão aponta para a redução significativa de riscos após a modernização dos equipamentos.











































































































