Baixado 534 vezes
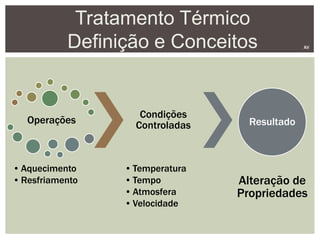

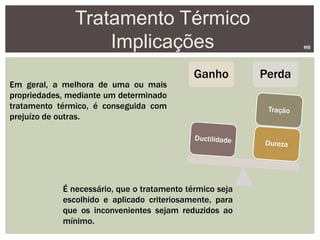

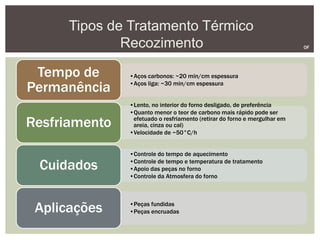
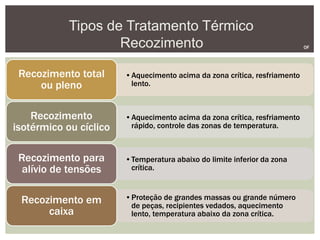
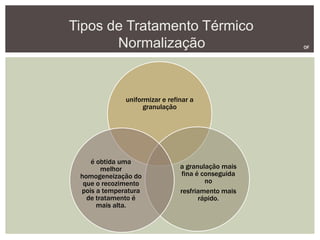
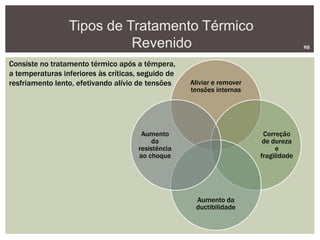
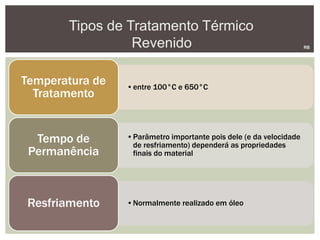
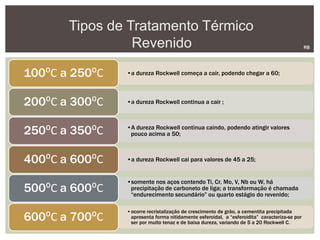
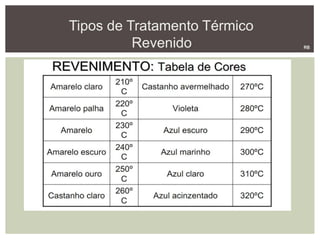
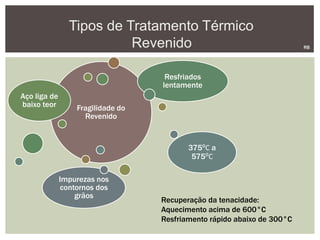


O documento discute tratamentos térmicos e termoquímicos de materiais, definindo conceitos como aquecimento, resfriamento e alteração de propriedades. Apresenta diferentes tipos de tratamentos como recozimento, normalização, esferoidização, têmpera e revenido, explicando seus objetivos, métodos e aplicações. Também aborda tratamentos termoquímicos como cementação e nitretação, que melhoram a resistência à abrasão da superfície sem afetar a ductilidade interna.



































































![Tratamentos térmicos [spectru]](https://cdn.slidesharecdn.com/ss_thumbnails/tratamentostrmicosspectru-211028152549-thumbnail.jpg?width=640&height=640&fit=bounds)



























