Baixado 54 vezes






















































![95
( ) ( )[ ]
+−+−
+
±
−
+
=
2
312
2
31
31
minmax, 2
1
1
12
εεεεε
µµ
εε
σ
E
e
( )
31
3121 2
tan
2
1
εε
εεε
ϕ
−
+−
= −
p , sendo,
σmax - a tensão principal máxima (MPa)
σmin - a tensão principal mínima (MPa)
ε1 - a deformação na direção 1
ε2 - a deformação na direção 2
ε3 - a deformação na direção 3
ϕp - o ângulo que uma das tensões principais forma com o extensômetro n° 1 da roseta, de acordo com o
critério abaixo:
Se pϕεε ⇒> 31 é de maxσ
Se pϕεε ⇒< 31 é de minσ
Se 31 εε = e
o
p 4512 −=⇒< ϕεε é de maxσ
Se 31 εε = e
o
p 4512 +=⇒> ϕεε é maxσ
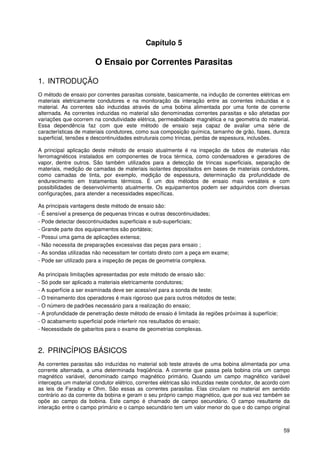
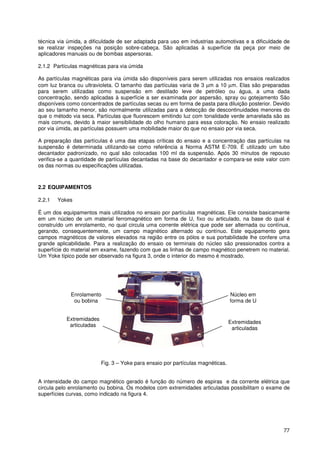
2. Determinação de Tensões Residuais pelo Método do Furo Central
O método do furo central, para a medição das tensões residuais atuantes em um material, componente
ou estrutura, é um método padronizado pela ASTM. Ele consiste na introdução de um furo na superfície
do material examinado e na monitoração do alívio local das tensões que ocorre no material devido à
introdução do furo.
O processo utilizado para a usinagem do furo na região de interesse não deve modificar o padrão de
tensões residuais presentes no material, ou seja, não deve introduzir um padrão de tensões residuais
adicional. Vários processos tem sido avaliados tais como o de jato de partículas abrasivas e a fresagem
com altas rotações utilizando-se turbinas a ar, dentre outros, havendo limitações na utilização de cada
um deles.
As tensões são calculadas a partir da medida das deformações que ocorrem no material devido à
introdução do furo, medidas através de uma roseta de três elementos. A roseta é constituída por três
extensômetros elétricos montados sobre uma base especial. No centro da roseta existe um pequeno
anel com indicadores, utilizados para tornar mais fácil a centralização do sistema de furação. Dispostos
ao redor do anel central se encontram três extensômetros, orientados na direção radial e eqüidistantes
do centro da roseta, dois deles defasados de 90º entre si e o terceiro alinhado com a bissetriz dos outros
dois, de forma a facilitar o cálculo das tensões residuais a partir das deformações lidas em cada
extensômetro. Uma roseta para medição de tensões residuais do tipo EA-06-060RE-120, fabricada pela
MM pode ser observada na figura 2.
Após a escolha da região de interesse para a determinação das tensões residuais, a superfície do
material deve ser preparada para permitir a fixação adequada da roseta, de maneira a assegurar a
obtenção de medidas confiáveis. O processo de preparação segue os mesmos passos utilizados para a
instalação de extensômetros convencionais, ou seja, o condicionamento mecânico e químico da
superfície do material sobre o qual a roseta será fixada, seguindo-se do posicionamento, da colagem da
roseta e de um tempo de espera para a cura do adesivo. A seguir fazem-se as ligações dos terminais
dos extensômetros que constituem a roseta com a instrumentação utilizada para a execução das
medidas e protege-se a sua superfície com um recobrimento especial.](https://image.slidesharecdn.com/apostilaend-150612151123-lva1-app6891/85/Apostila-end-95-320.jpg)


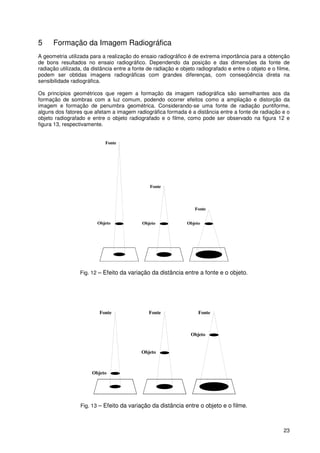
1) O documento discute os conceitos fundamentais de ensaios não destrutivos, que são usados na indústria para avaliar a qualidade e detectar falhas sem danificar o produto. 2) As principais razões para usar ensaios não destrutivos são garantir a qualidade dos produtos, prevenir acidentes, e aumentar os lucros dos fabricantes. 3) Existem cinco elementos básicos em qualquer ensaio não destrutivo: fonte, meio de inspeção, detector, indicação e interpretação. Diferentes formas de ener






















































































