Baixado 107 vezes































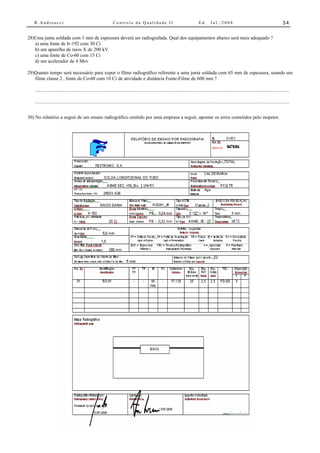






































O documento descreve quatro capítulos sobre ensaios não destrutivos, começando com o ensaio radiográfico, que usa radiação para detectar defeitos internos através da absorção diferencial da radiação. Os outros capítulos cobrem ensaios por líquidos penetrantes, ultra-som e partículas magnéticas.















































