Baixado 515 vezes

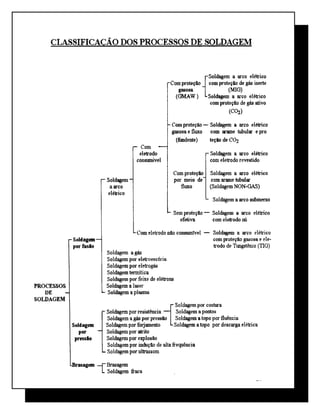
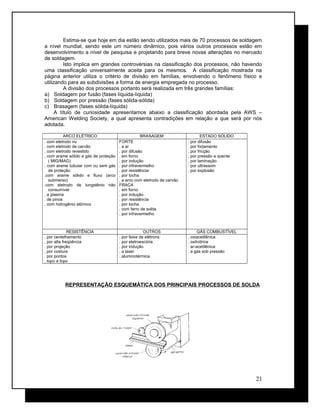














Capítulo 1 - Classificação dos processos de soldagem em três famílias: soldagem por fusão, soldagem por pressão e brasagem Capítulo 2 - Descrição do processo de soldagem oxi-gás, utilizando gases como acetileno e oxigênio para gerar uma chama e fundir os metais Capítulo 11 - Detalhamento dos capítulos seguintes e inclusão de uma bibliografia no final para consulta e aprofundamento dos temas







































![7aaa[1][1]. aula de qsms espaço confinado](https://cdn.slidesharecdn.com/ss_thumbnails/7aaa11-auladeqsms-espaoconfinado-100907234750-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)















































