Baixado 324 vezes
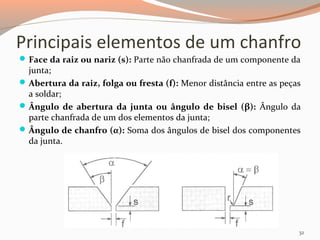

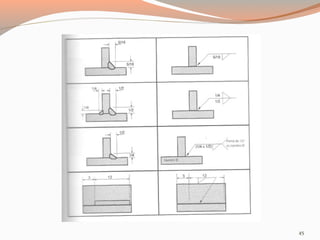
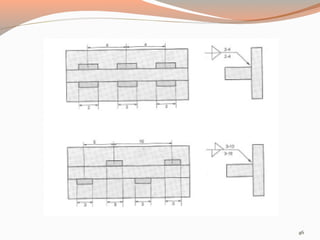
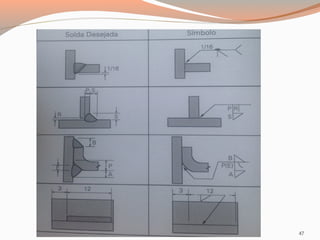

O documento discute os fundamentos e tecnologias da soldagem. Aborda terminologia e simbologia da soldagem, princípios de segurança, normas e qualificação, elementos da metalurgia da soldagem e diferentes processos de soldagem como convencionais, de alta intensidade e a plasma. Apresenta também bibliografias relacionadas ao tema.














































![[Apostila] Processo De Soldagem E Corte 2 Senai](https://cdn.slidesharecdn.com/ss_thumbnails/apostilaprocessodesoldagemecorte2-senai-100412043602-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)








































