Transferir como PDF, PPTX




![Eletrodo Revestido - Seleção
Características econômicas
• Consumo do eletrodo
Ce = 0,0223 d2 (Li - Lf) / (ts . I) (Kg/hA)
• Produção de material de adição
Pe = 3,6 (Mf - Mi) / (ts . I) (Kg/hA)
• Rendimento de deposição convencional
Rd = (Pe / Ce) . 100 (%)
• Rendimento de deposição real
Rr = [(Mf - Mi) / (mi - mf)] . 100 (%)](https://image.slidesharecdn.com/05-eletrodorevestido-160503193421/85/05-eletrodo-revestido-44-320.jpg)









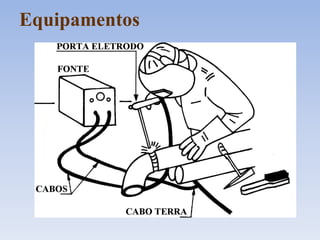
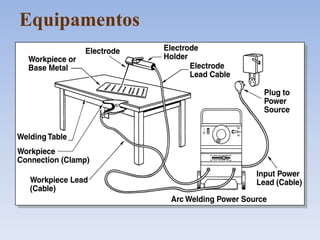
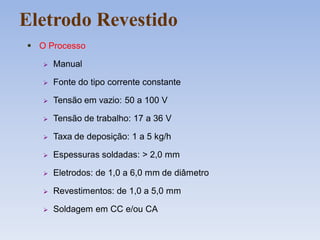
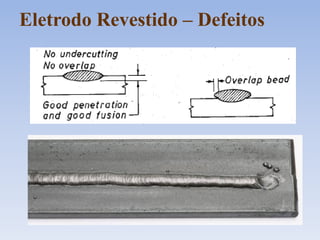
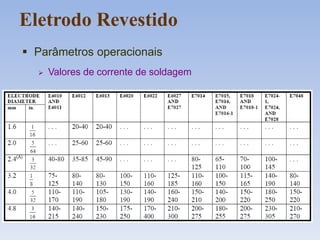
O documento descreve o processo de soldagem com eletrodo revestido (SMAW), detalhando os equipamentos necessários, características dos eletrodos revestidos e seus tipos de revestimento, parâmetros operacionais e seleção adequada do eletrodo.



























































