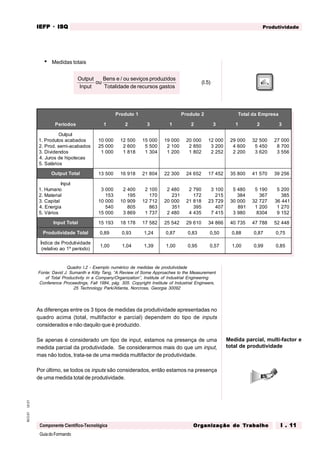
A produtividade pode ser definida como a relação entre o produto obtido e os recursos utilizados para o obter. Pode aplicar-se a empresas, unidades industriais ou à economia como um todo. Aumentos na produtividade podem dever-se a melhor organização, maquinaria moderna, maior perícia dos trabalhadores ou melhor conceção dos produtos. Exemplos ilustram como medir a produtividade da terra, das matérias e da mão-de-obra.