Baixado 120 vezes

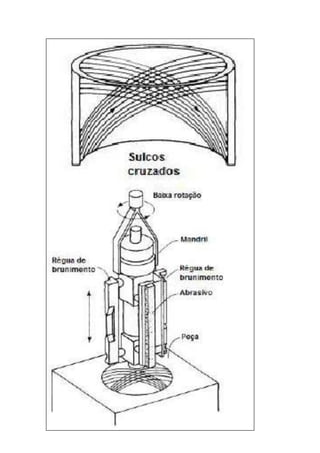
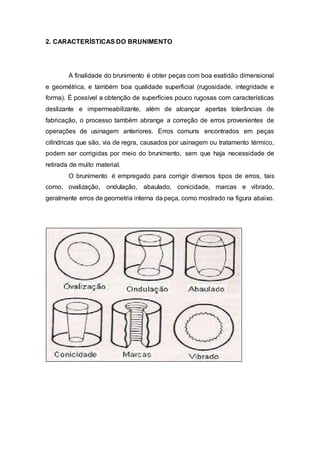
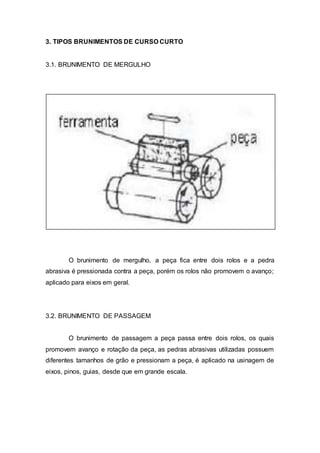
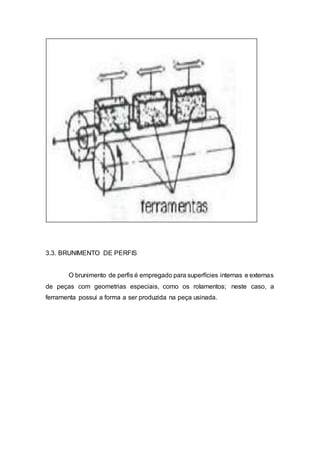



O documento descreve o processo de brunimento, incluindo suas características, tipos, aplicações e equipamentos. O brunimento é usado para melhorar a precisão dimensional, forma e qualidade superficial de peças pré-usinadas através da remoção controlada de material pela ação abrasiva de pedras. Os principais tipos incluem brunimento de mergulho, passagem e perfis, enquanto as máquinas podem ser horizontais ou verticais.
























































