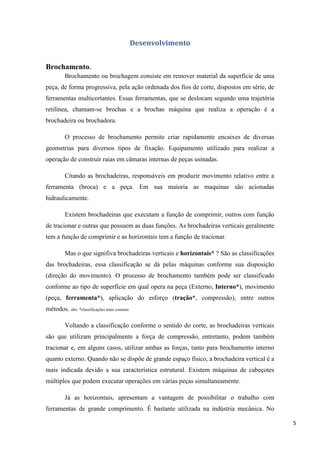
Este documento descreve os processos de usinagem de brochamento e roscamento. O brochamento é usado para criar encaixes através da remoção de material por uma ferramenta multicortante chamada broca. O roscamento cria filetes helicoidais em superfícies cilíndricas ou cônicas para fixação de peças através de parafusos e porcas. Ambos os processos exigem habilidade e produzem peças importantes.







![11
Roscamento.
O Roscamento, assim como o Brochamento, é um dos vários processos
mecânicos de usinagem regulamentados – normalizados e padronizados – pela norma
NBR 6175. Esta norma faz com que as indústrias, tanto brasileiras quanto estrangeiras,
adotem a mesma denominação e classificação para, assim, definir os processos de
usinagem que virão a executar [1].
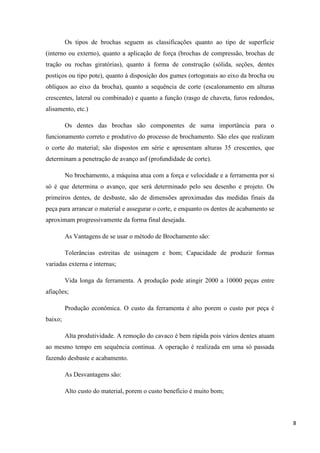
Estes processos têm por finalidade remover o sobremetal mediante o emprego de
uma determinada ferramenta, conferindo assim: forma, dimensão e um melhor
acabamento superficial da peça.
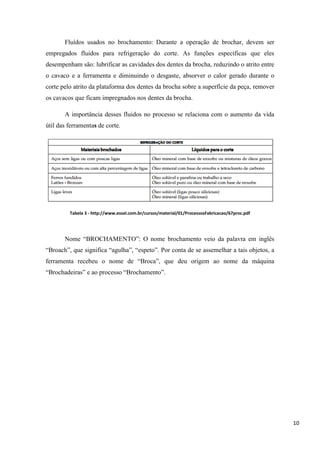
Conceituando roscamento, tem-se que o roscamento é um processo mecânico de
usinagem destinado à obtenção de filetes (pequenos fios) por meio da abertura de um ou
vários sulcos helicoidais de passo uniforme, em superfícies cilíndricas ou cônicas de
revolução [2]. Há dois meios para se confeccionar as rocas:
Manualmente
Através de máquinas (roscadeiras, tornos, fresadores, etc).
Há, também, dois tipos de roscamento:
Externo (macho) – executado com uma ferramenta chamada de ‘cossinete’,
semelhante a uma porca [3].
[3]
Interno (fêmea) – realizado com uma ferramenta chamada de ‘macho para
roscar’;
[3]](https://image.slidesharecdn.com/brochamentoerosqueamento-160325152208/85/Brochamento-e-rosqueamento-11-320.jpg)

![14
Vantagens:
Ampla variedade de processos de roscamento
Desvantagens:
Dentre dos processos de usinagem, o roscamento, é um dos processos mais
difíceis de ser executado devido a complicada remoção de cavacos e lubrificação
na zona de corte (segundo Reis et al (2005) [4]).
Plus:
Existem outros 2 tipos de roscas: Unificada (raiz redonda, com a rosca externa
sendo reta ou redonda) e a Sem-Fim Padronizada (semelhante a trapezoidal,
porém, mas profunda).](https://image.slidesharecdn.com/brochamentoerosqueamento-160325152208/85/Brochamento-e-rosqueamento-14-320.jpg)
































































