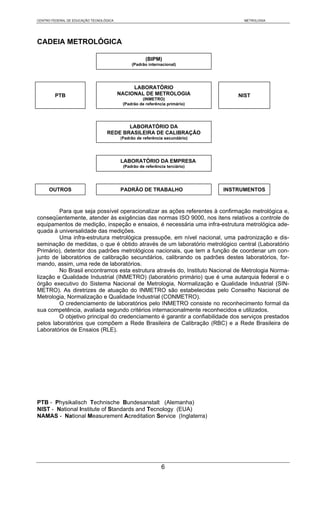
O documento discute a importância da metrologia para garantir a qualidade e rastreabilidade de produtos e serviços. Ele explica que empresas precisam calibrar seus instrumentos de medição em laboratórios secundários credenciados para garantir que suas medições estejam de acordo com os padrões nacionais e internacionais. O documento também descreve a hierarquia metrológica entre laboratórios primários, secundários e empresas para garantir a rastreabilidade das medições.