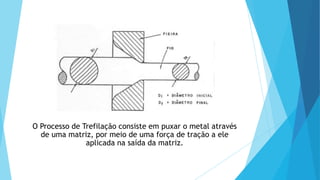
O documento discute o processo de trefilação, que envolve puxar um material metálico através de uma matriz para reduzir seu diâmetro e aumentar seu comprimento. Detalha os tipos de trefilação a frio e a quente, a importância da lubrificação e as máquinas utilizadas no processo.