Baixar para ler offline












![Dividindo por π, por D
0tan
42
11
=+++ αµ
σσ
pdxpdx
DddD
αtan2
dD
dx =como
0
2tan242
11
=+++
pdDpdDDddD
α
µσσ
Multiplicando por 4
( )[ ] 0cot12 11 =+++ αµσσ gpdDDd
para µ e α pequenos
µ
σ2 = σ3 = -p
Usando Tresca
Yp =+1σ Admitindo YY = e constante](https://image.slidesharecdn.com/aula6cm-200401143008/85/Aula6-cm-24-320.jpg)
![( )( )[ ] 0cot12 111 =+−++ αµσσσ gYdDDd
1σ−= Yp
αµ gB cot=considerando
( )[ ] 012 11 =++−+ BYBdDDd σσ
( )[ ] 012 11 =+−− BYBdDDd σσ
( ) D
dD
BYB
d
2
11
1
=
+−σ
σ
Integrando e sabendo que B e Y são constantes](https://image.slidesharecdn.com/aula6cm-200401143008/85/Aula6-cm-25-320.jpg)
![( )[ ] CDBYB
B
+=+− ln21ln
1
1σ
( )
2
B
CDBYB =+− 11σ
Para D=D0
σ1 = 0
( )
B
D
BY
C 2
0
1+
−=
Para D=Df
σ1 = σf
( ) ( )
+−++=
2
B
0
11
D
D
BYBYB
f
fσ
( )
−+
+
=
2
B
0
1
1
D
D
B
B
Y
f
fσ](https://image.slidesharecdn.com/aula6cm-200401143008/85/Aula6-cm-26-320.jpg)
![Fios:
Barras:
( ) ( )[ ]
αµ
σ
gB
reduçãor
r
B
B
Y
B
f
cot
11
1
=
=
−−
+
=
( )
−
+
=
B
f
f
D
D
B
B
Y
2
0
1
1
σ
( ) ( )[ ]B
f r
B
B
Y −−
+
= 11
1
3
2
σ
µ= coeficiente de atrito
Solução Final
ou](https://image.slidesharecdn.com/aula6cm-200401143008/85/Aula6-cm-27-320.jpg)
![Cálculo de redução máxima
Yf =σConsidera-se:
( ) ( )[ ] 111
1
=−−
+
=
Bf
r
B
B
Y
σ
Exercício: Obtenha a redução máxima possível para os seguintes
casos:
a) Considerando somente o trabalho ideal (método da deformação
homogênea);
b) Admitindo µ = 0,05 e α=100](https://image.slidesharecdn.com/aula6cm-200401143008/85/Aula6-cm-28-320.jpg)



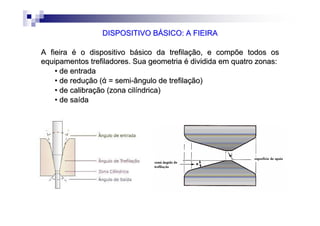
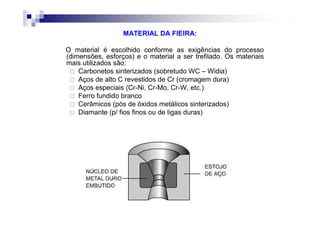
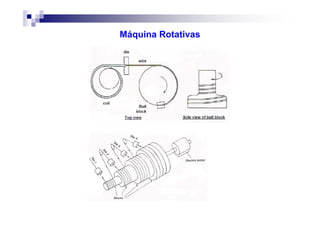
O documento descreve o processo de trefilação. A trefilação é um processo de deformação plástica no qual a matéria-prima é esticada através de uma matriz em forma de canal convergente por meio de uma força tracionadora. A fieira é o dispositivo básico da trefilação e compreende quatro zonas: entrada, redução, calibração e saída. Os materiais mais utilizados na fabricação de fieiras são carbonetos sinterizados e aços especiais.