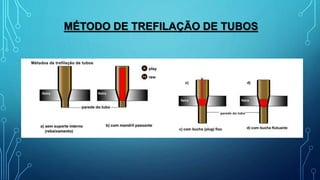
A trefilação é um processo de conformação plástica que reduz o diâmetro de barras e tubos de metal através de fieiras. Foi desenvolvido para produzir fios metálicos finos e é amplamente utilizado hoje em dia para fabricar produtos como arames, barras e tubos usados em diversos setores. A trefilação aumenta a resistência mecânica dos metais ao mesmo tempo que reduz sua ductilidade. Máquinas de trefilação exercem diferentes tipos de esforço e lubrificação para produzir itens com