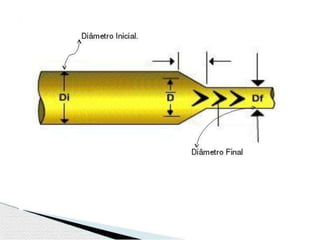
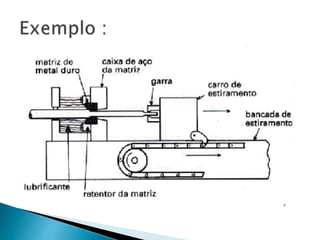
O documento descreve o processo de trefilação, no qual uma peça metálica é puxada através de uma matriz para reduzir sua seção transversal e aumentar seu comprimento. Isso é feito por tração usando lubrificantes para facilitar o processo e evitar danos ao metal. A trefilação é usada para produzir itens como fios, cabos e barras.