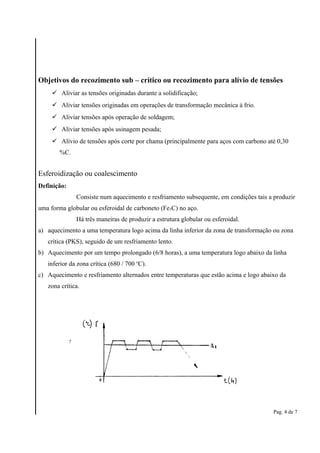
O documento discute três tipos de tratamentos térmicos para aços: recozimento pleno para homogenização da austenita e redução de tensões; recozimento sub-crítico para alívio de tensões; e esferoidização para melhorar usinabilidade de aços de alto carbono.












































![Tratamentos térmicos [spectru]](https://cdn.slidesharecdn.com/ss_thumbnails/tratamentostrmicosspectru-211028152549-thumbnail.jpg?width=640&height=640&fit=bounds)








