Baixado 175 vezes

![DEDICATÓRIA
A Deus, em primeiro lugar, mestre de minha vida.
A minha mãe, e as minhas irmãs, seguidoras de minha luta.
Ao meu pai [in memoriam], que esteja onde estiver, olha por mim.
A Marina de Lima Neves Barros, meu amor, parte maior de minha alma.
A Denise Dumke de Medeiros, orientadora e credora de meu conhecimento.
v](https://image.slidesharecdn.com/modeloparaimplementaodesistemadegestoemseguranadotrabalho-120925031348-phpapp02/75/Modelo-para-implementacao-de-sistema-de-gestao-em-seguranca-do-trabalho-5-2048.jpg)


![Anexos
Isenção de riscos inaceitáveis de danos [ISSO/IEC Guide 2].
3.17 Risco tolerável
Risco que foi reduzido a um nível que pode ser suportado pela organização, levando em conta
suas obrigações legais e sua própria política de SST.
259](https://image.slidesharecdn.com/modeloparaimplementaodesistemadegestoemseguranadotrabalho-120925031348-phpapp02/75/Modelo-para-implementacao-de-sistema-de-gestao-em-seguranca-do-trabalho-274-2048.jpg)

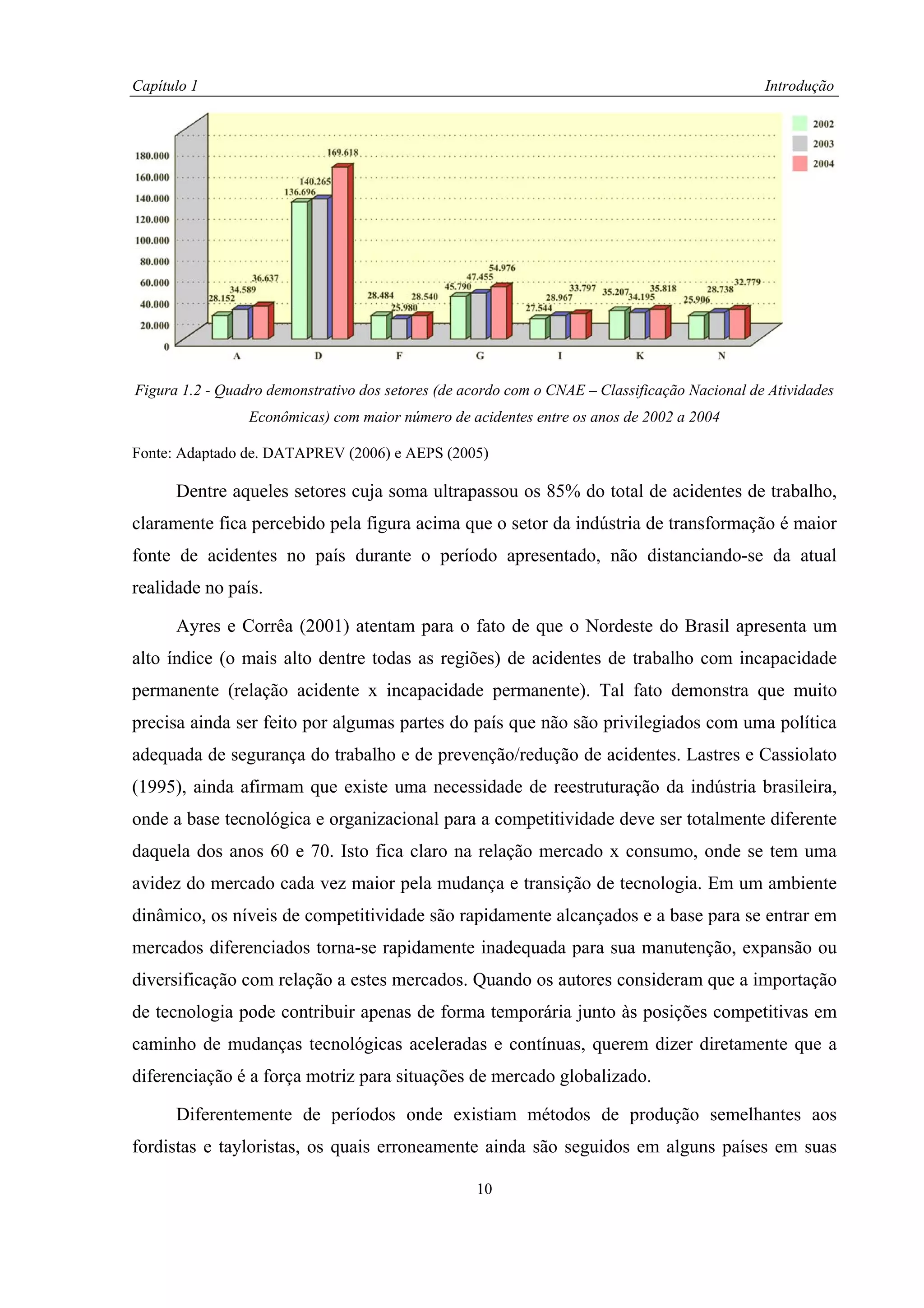
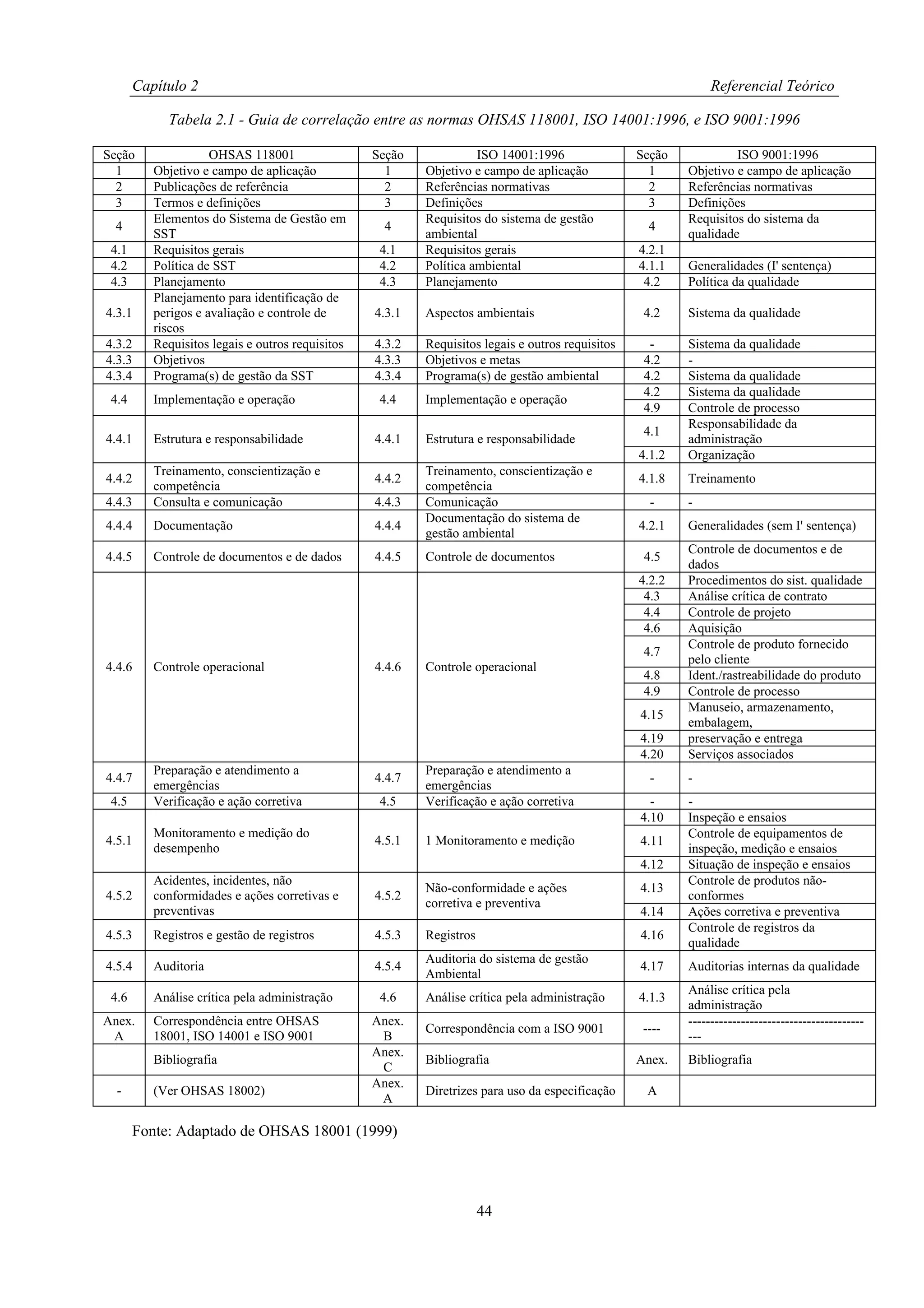
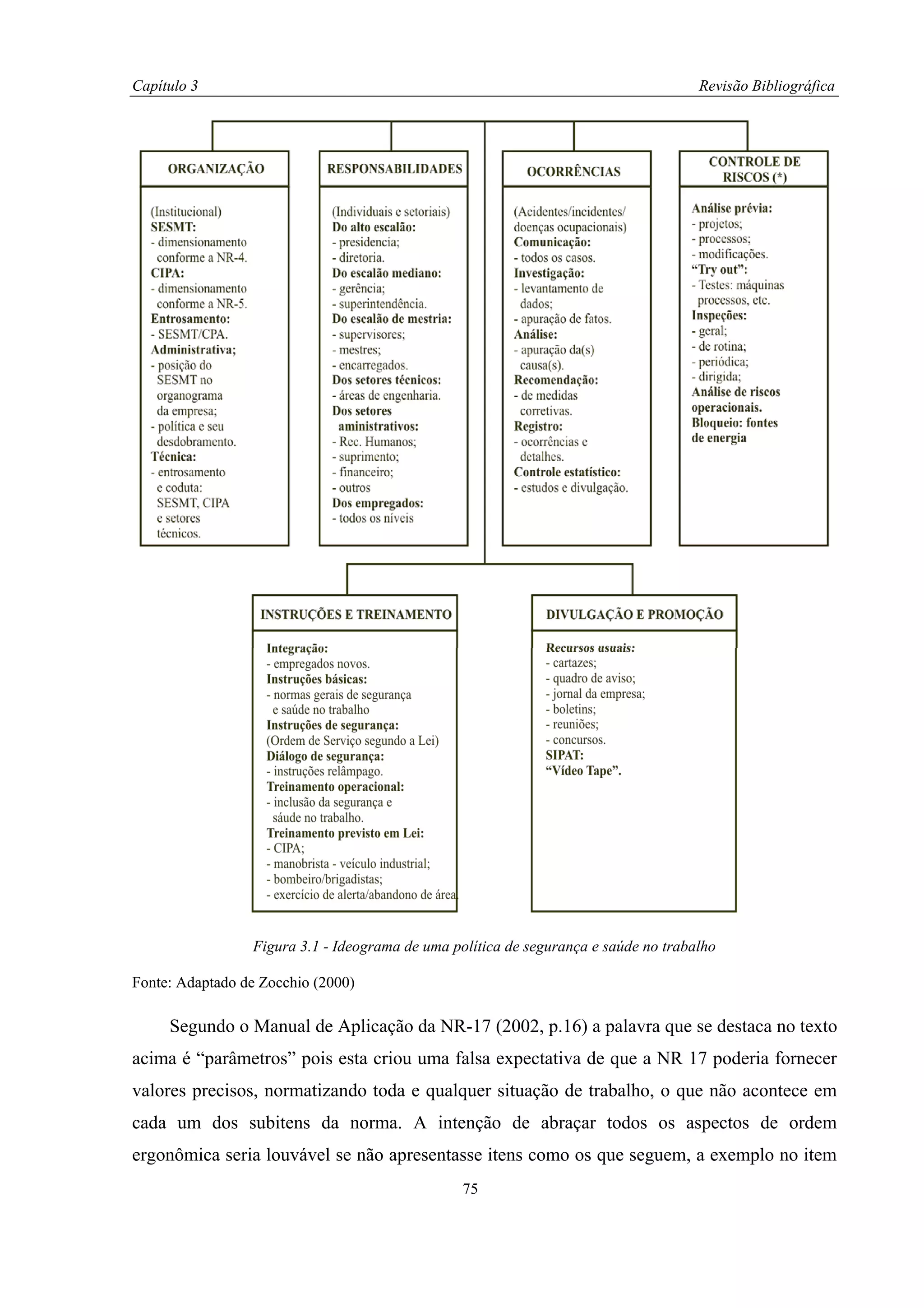
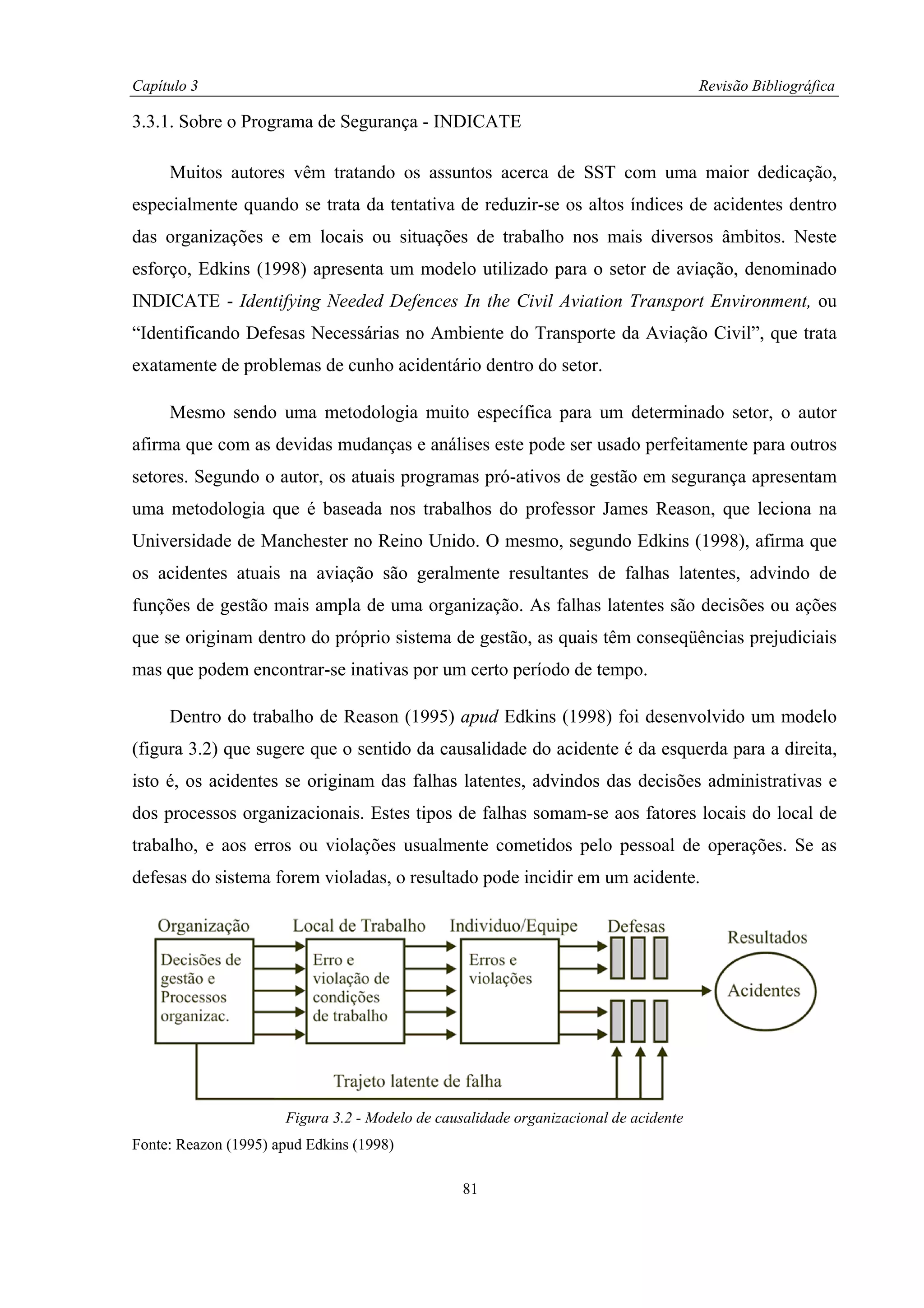
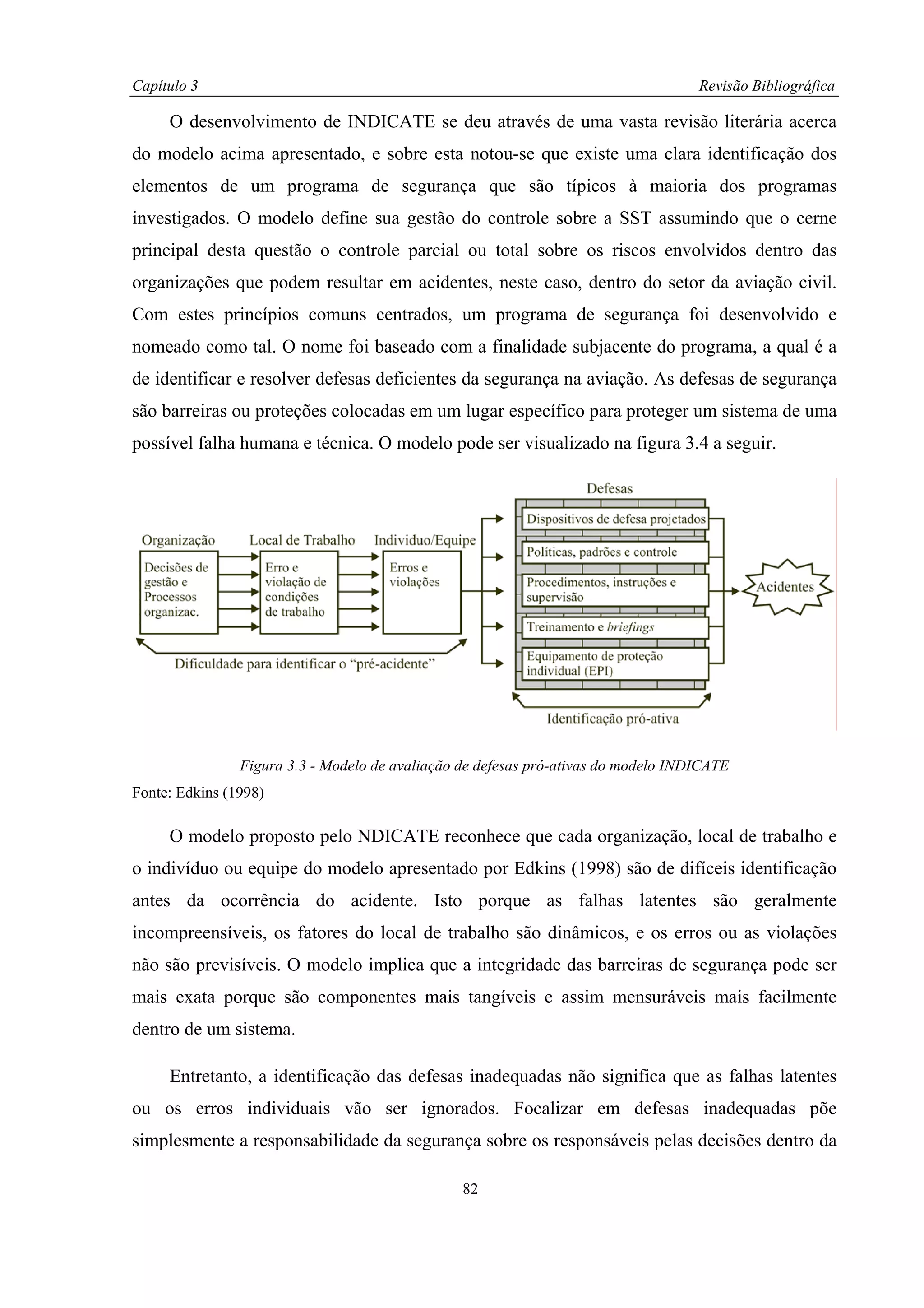
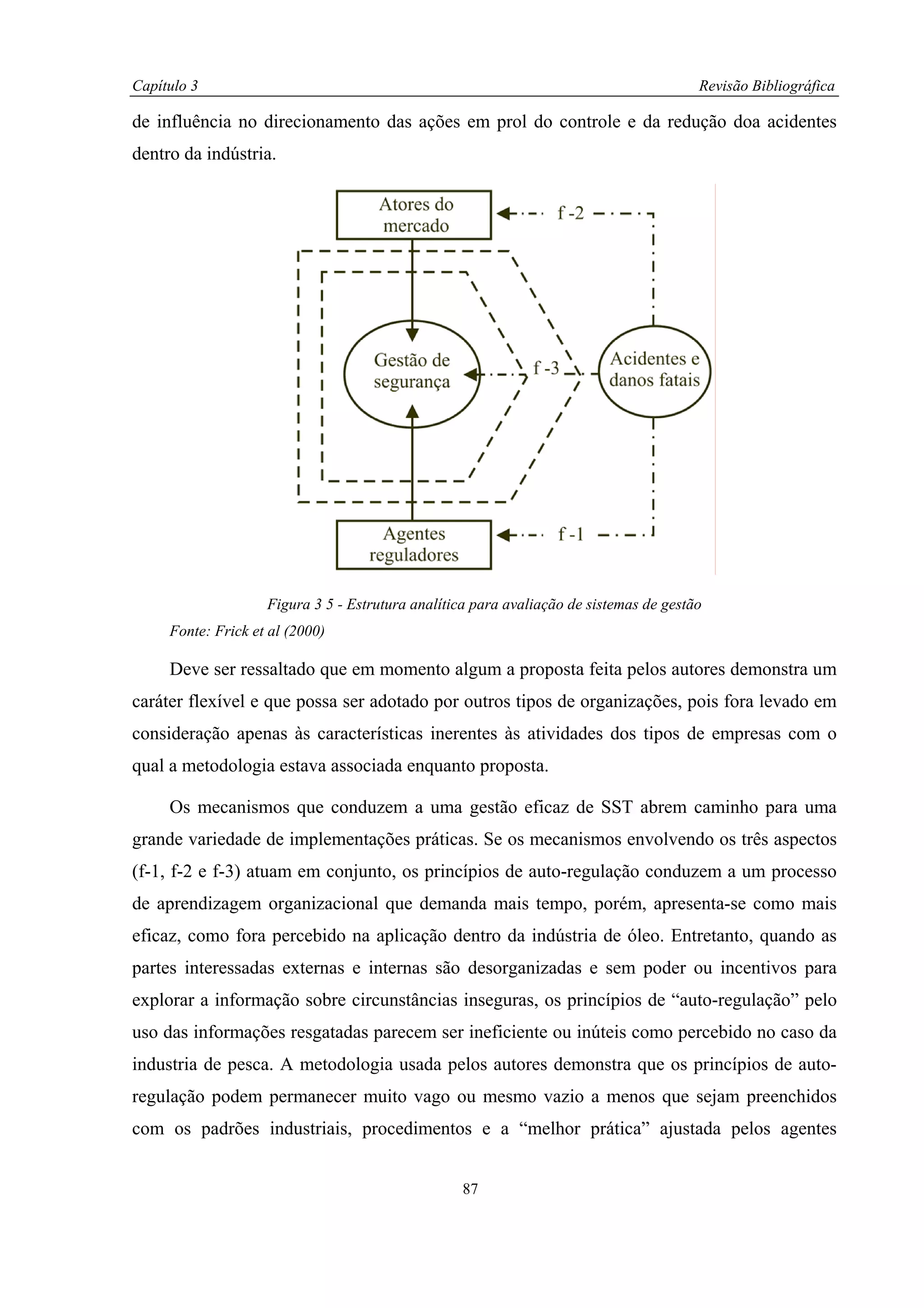
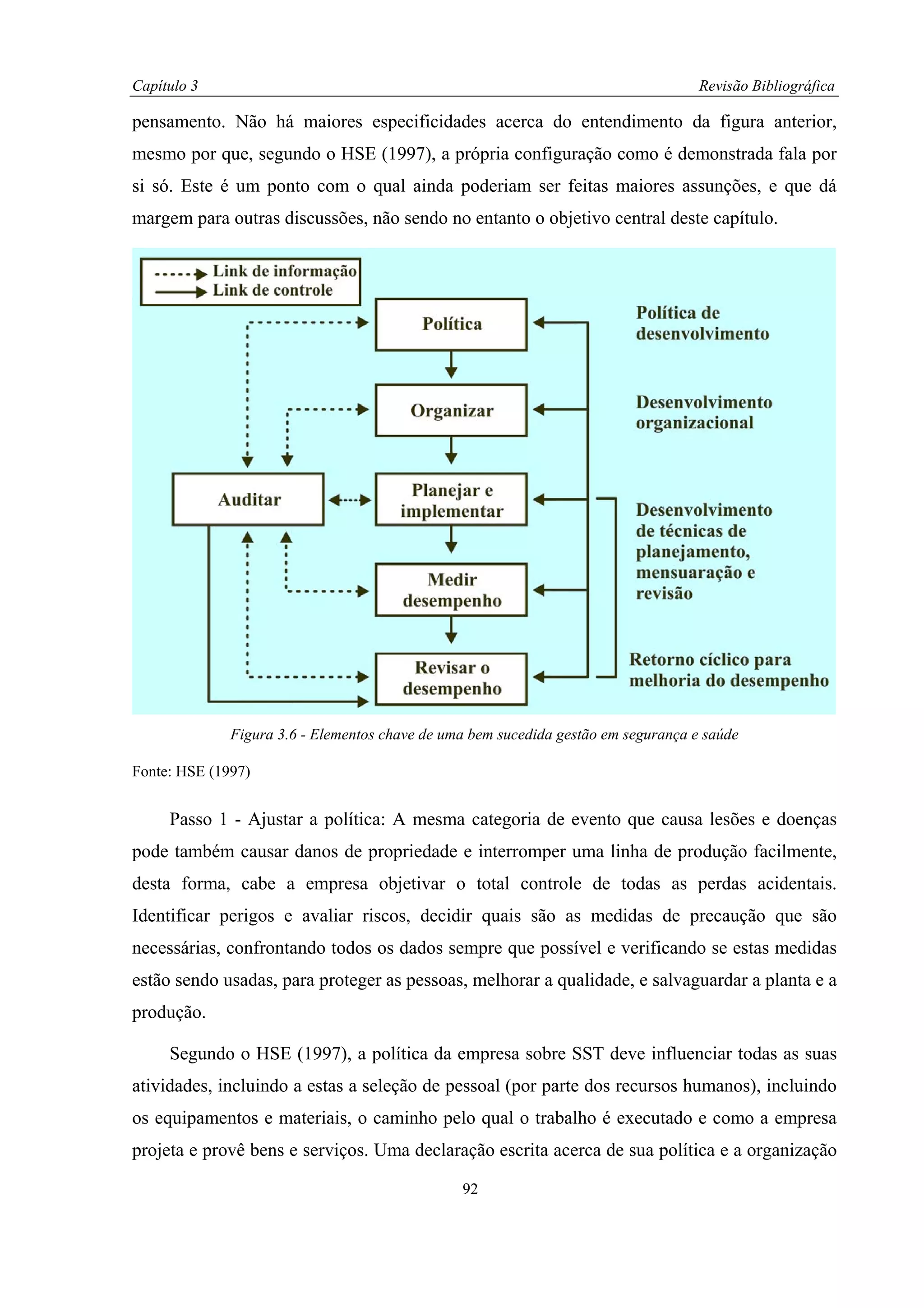
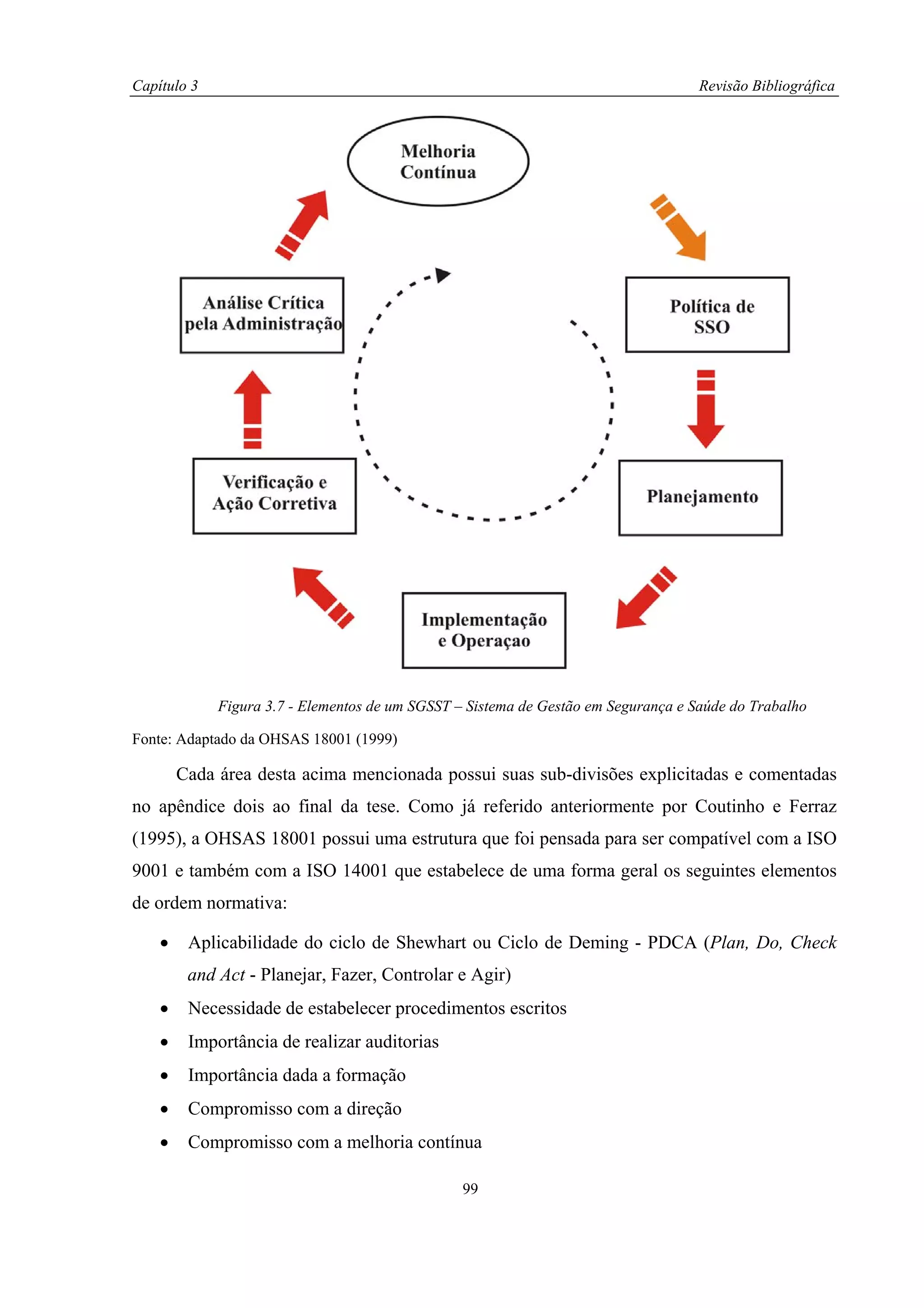
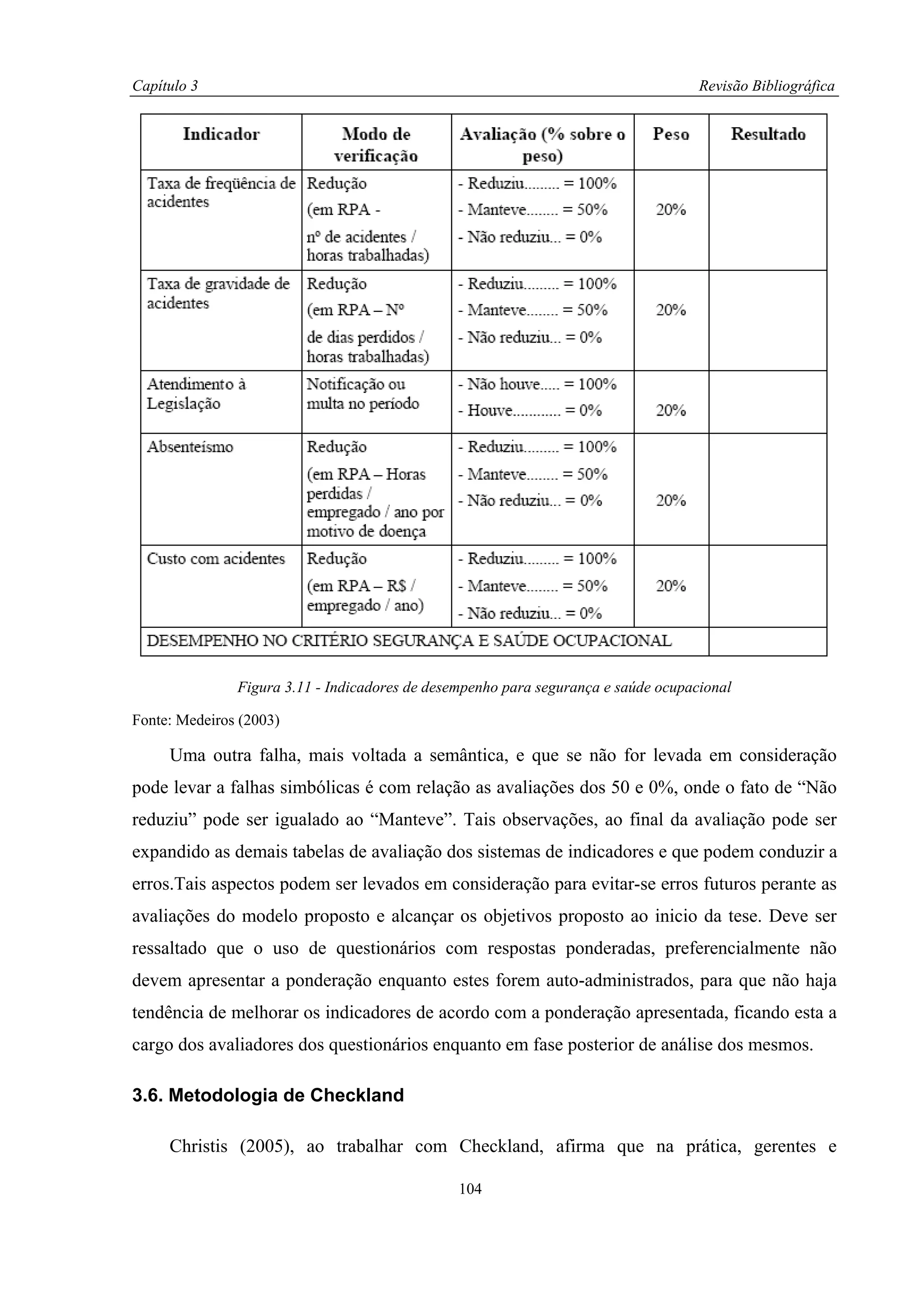
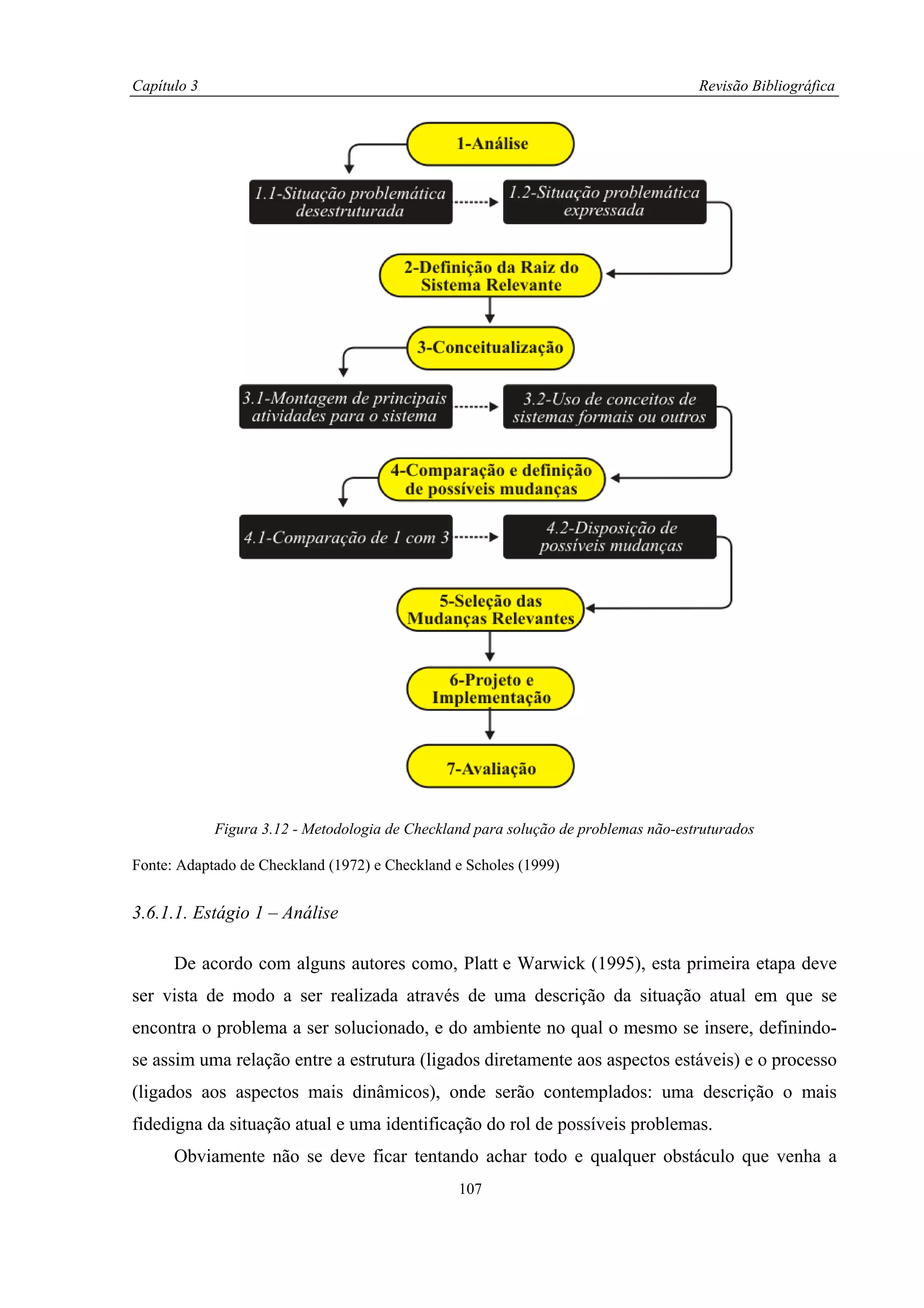
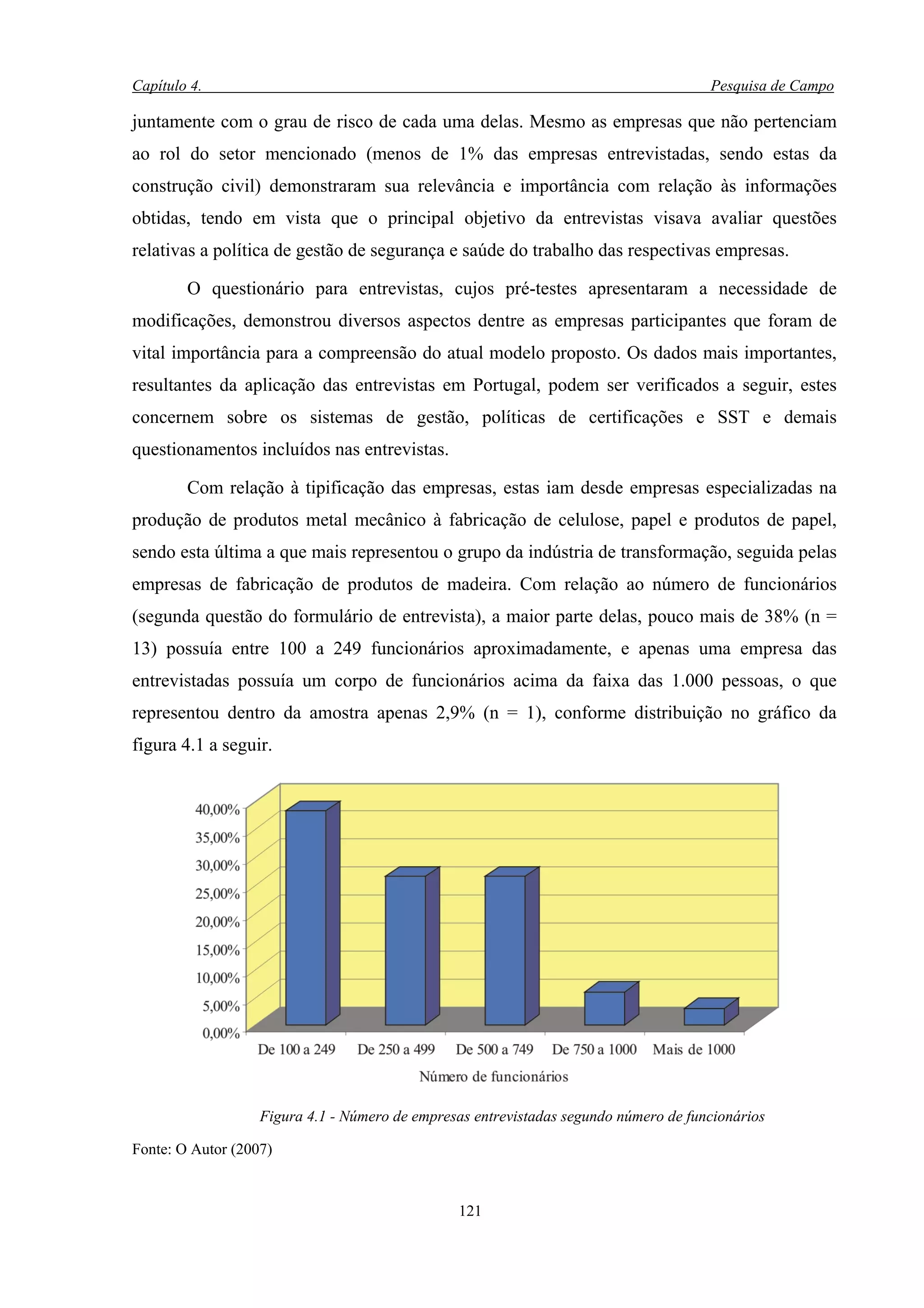
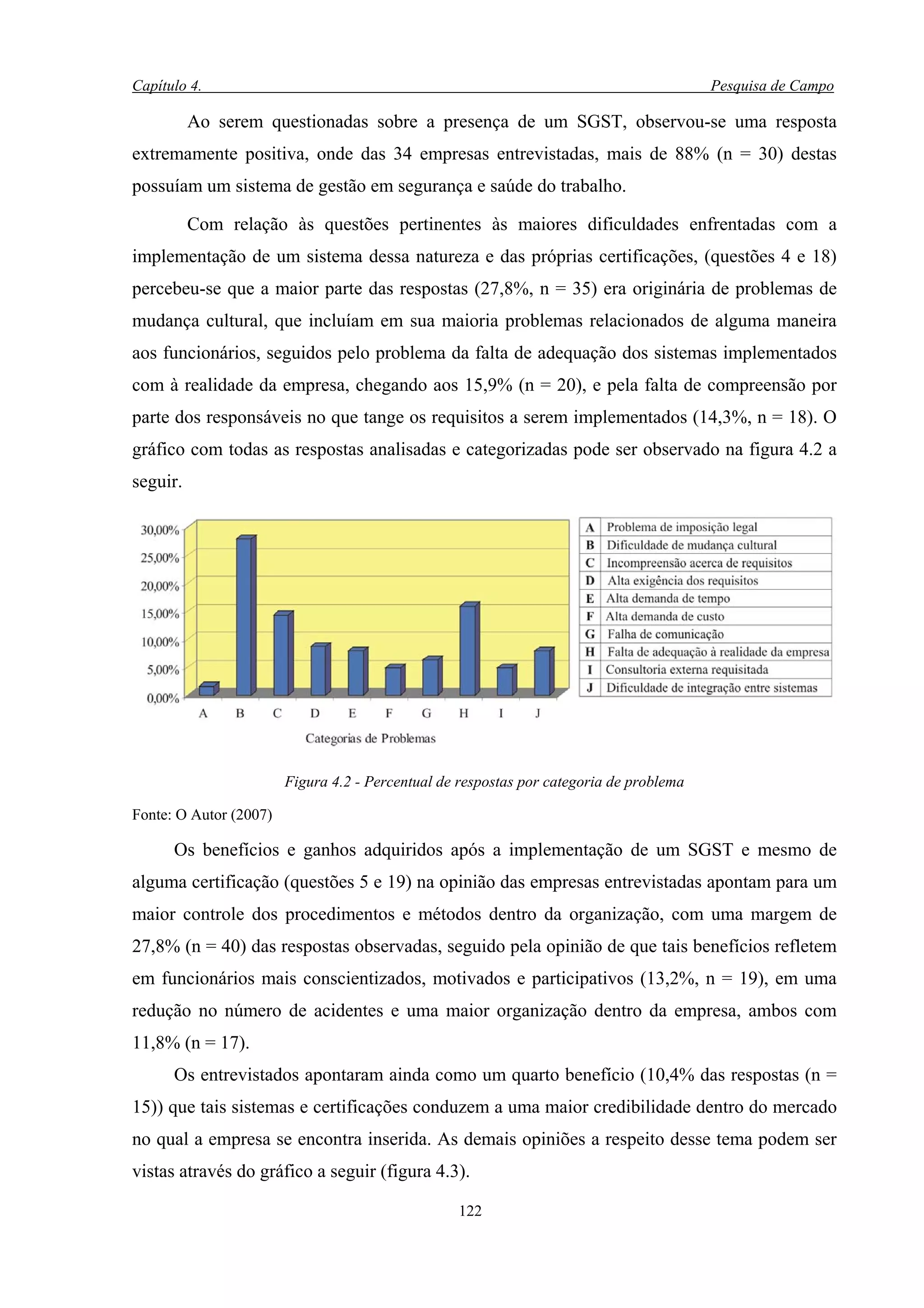
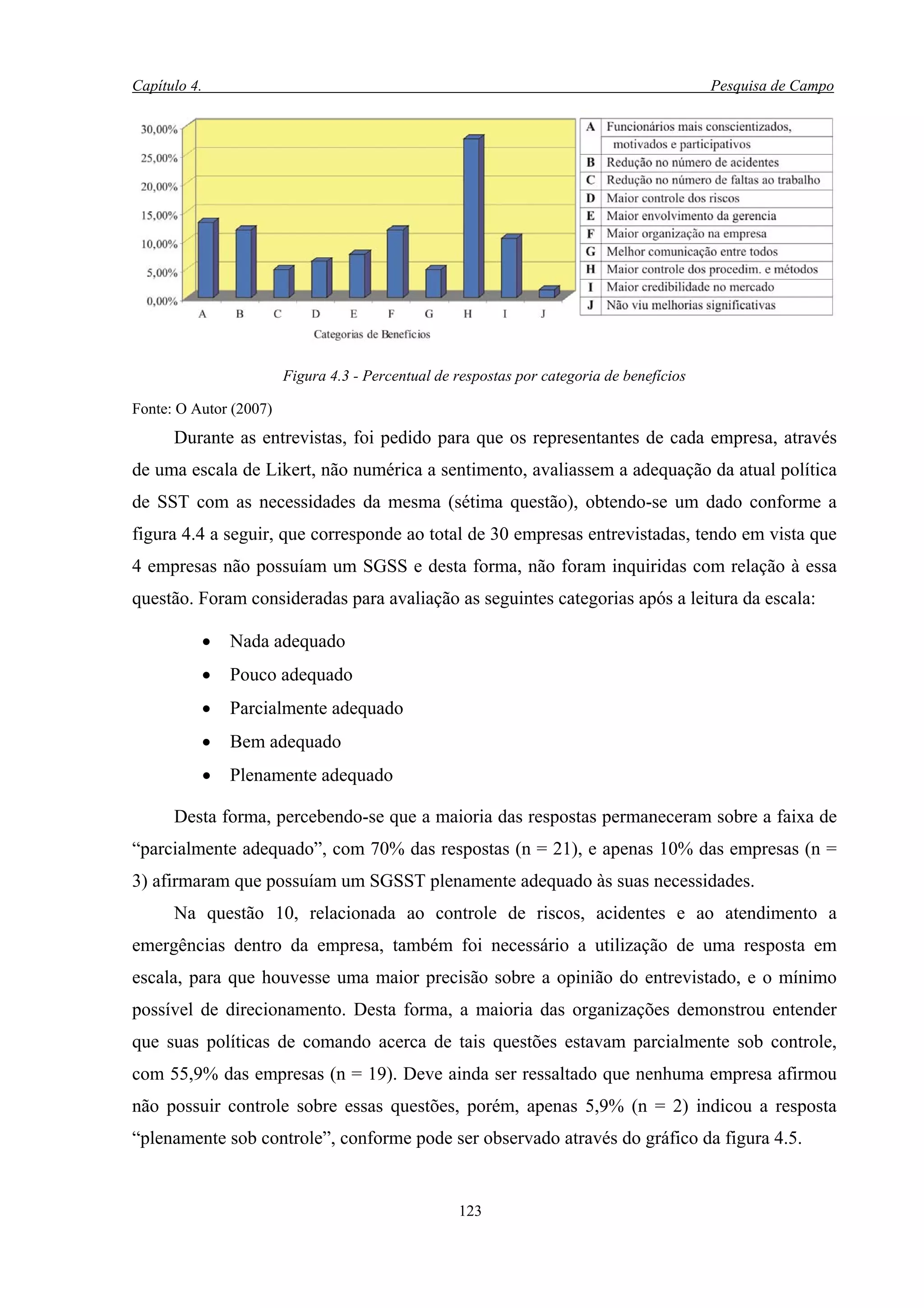
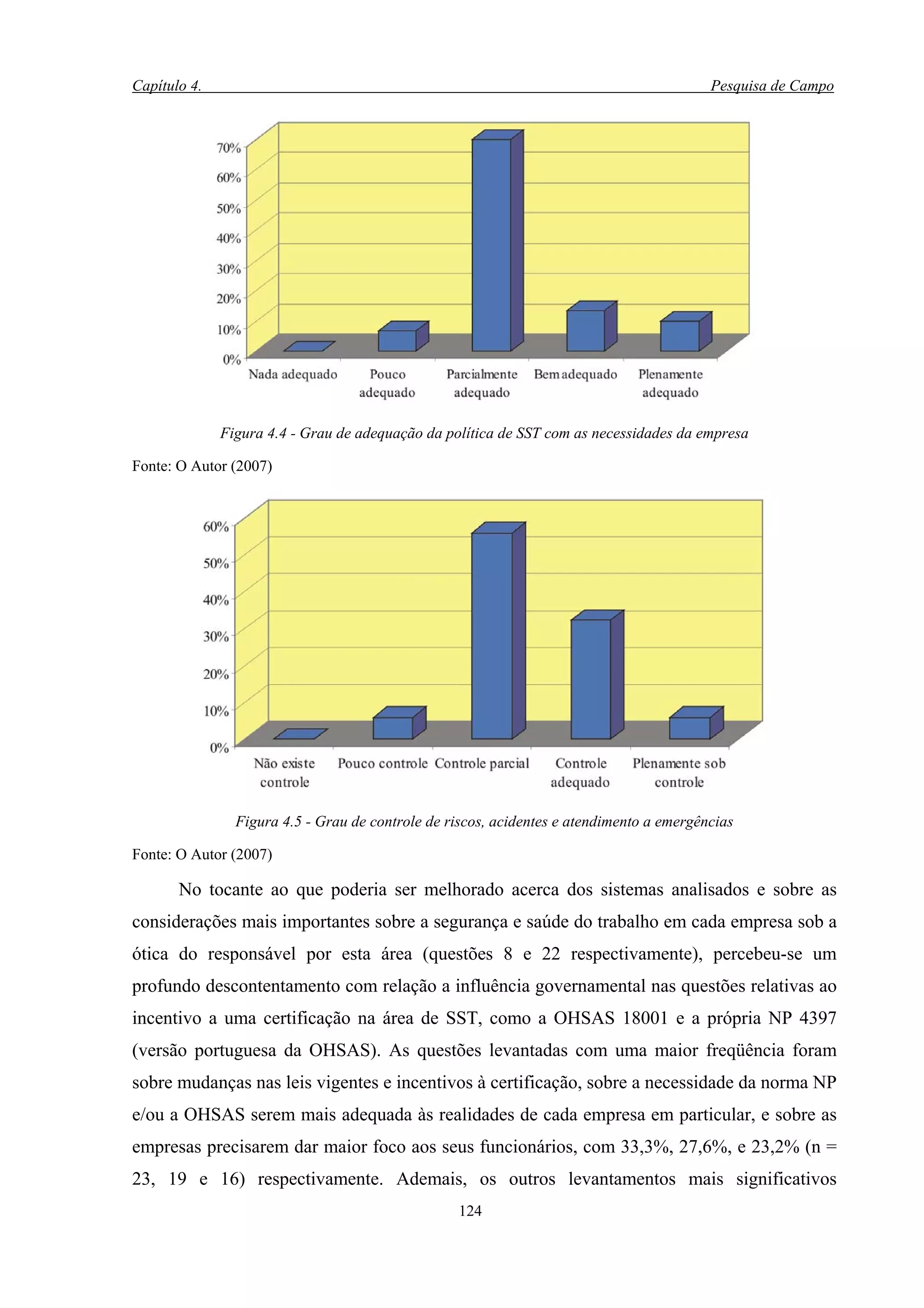
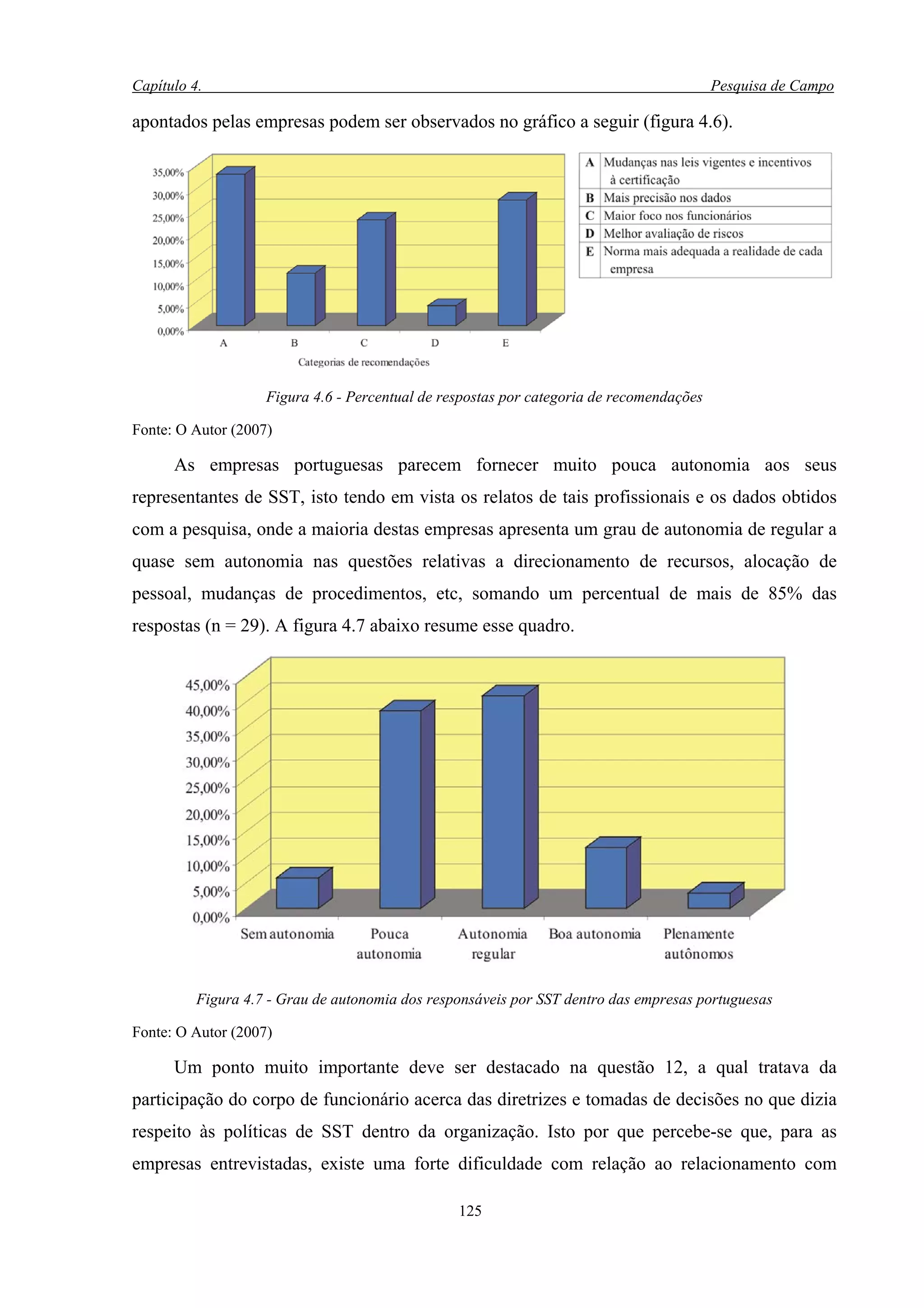
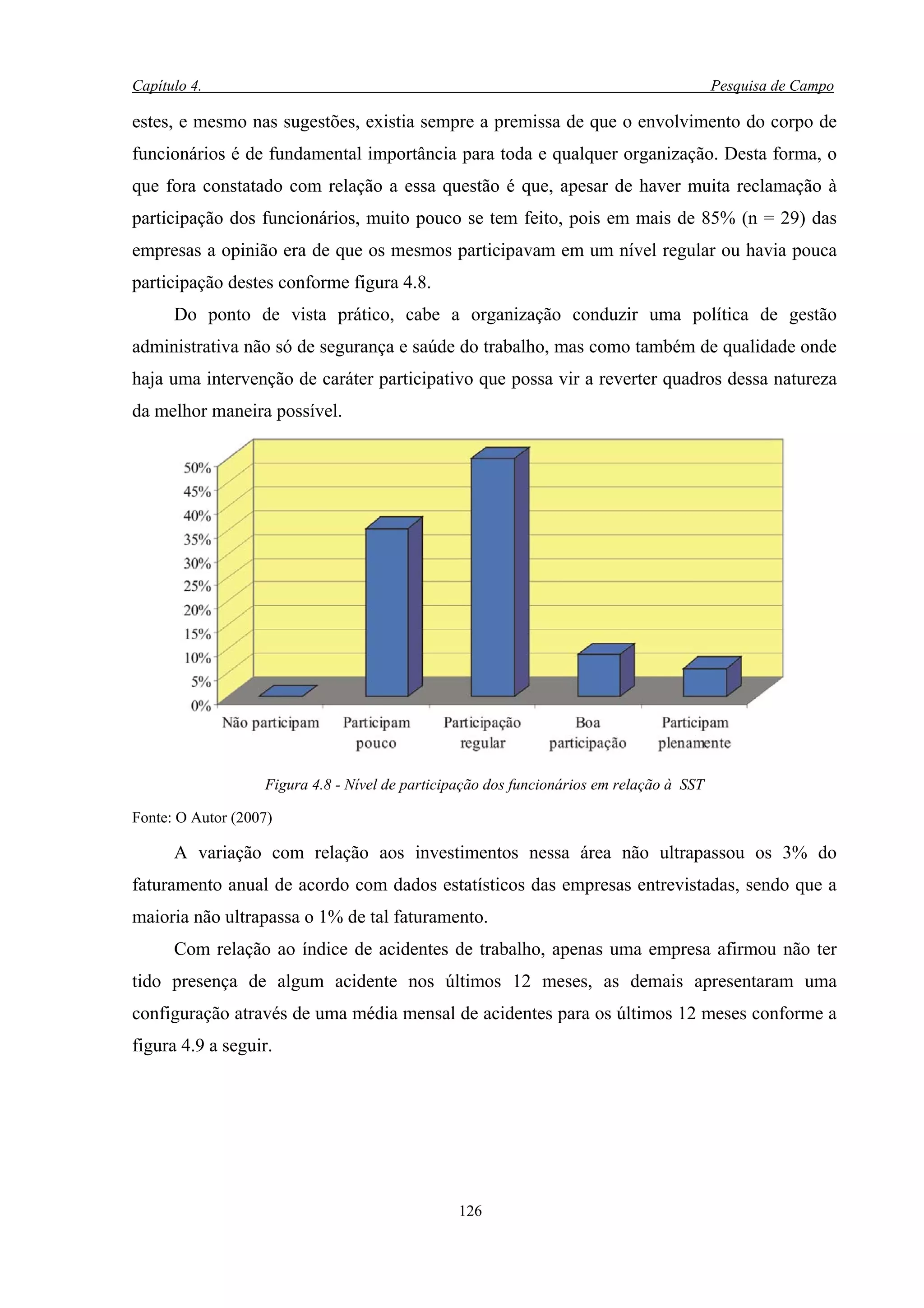
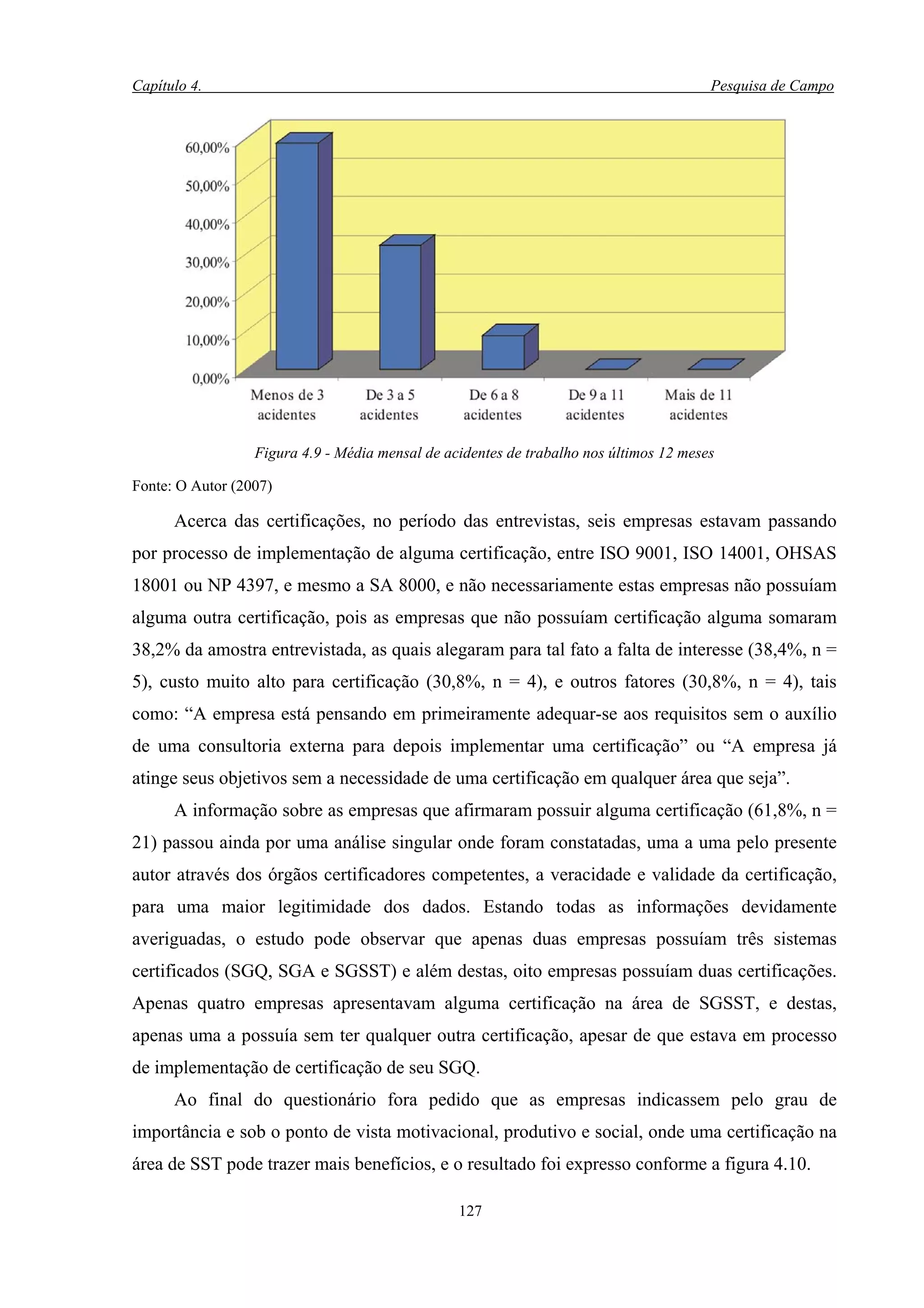
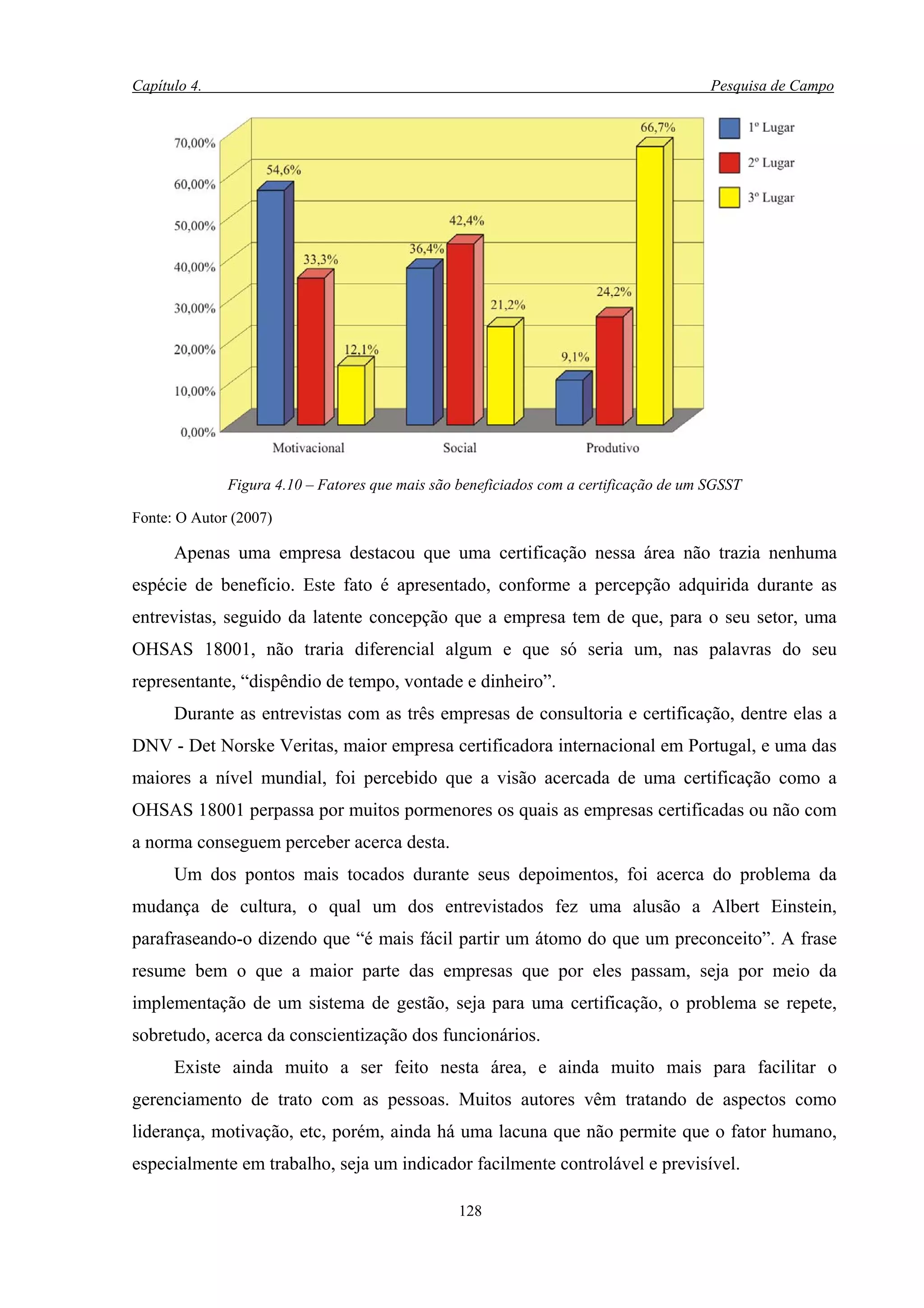
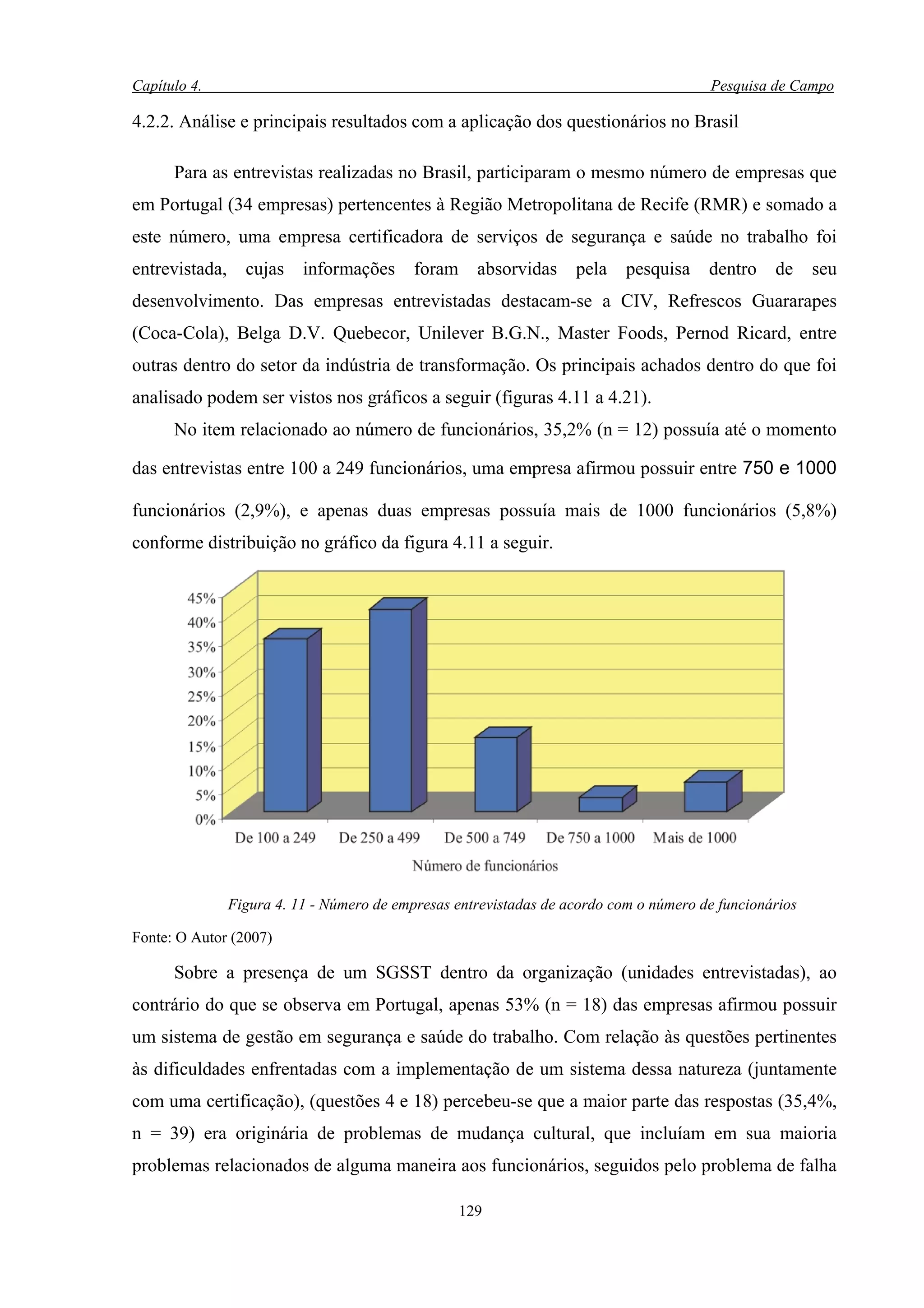
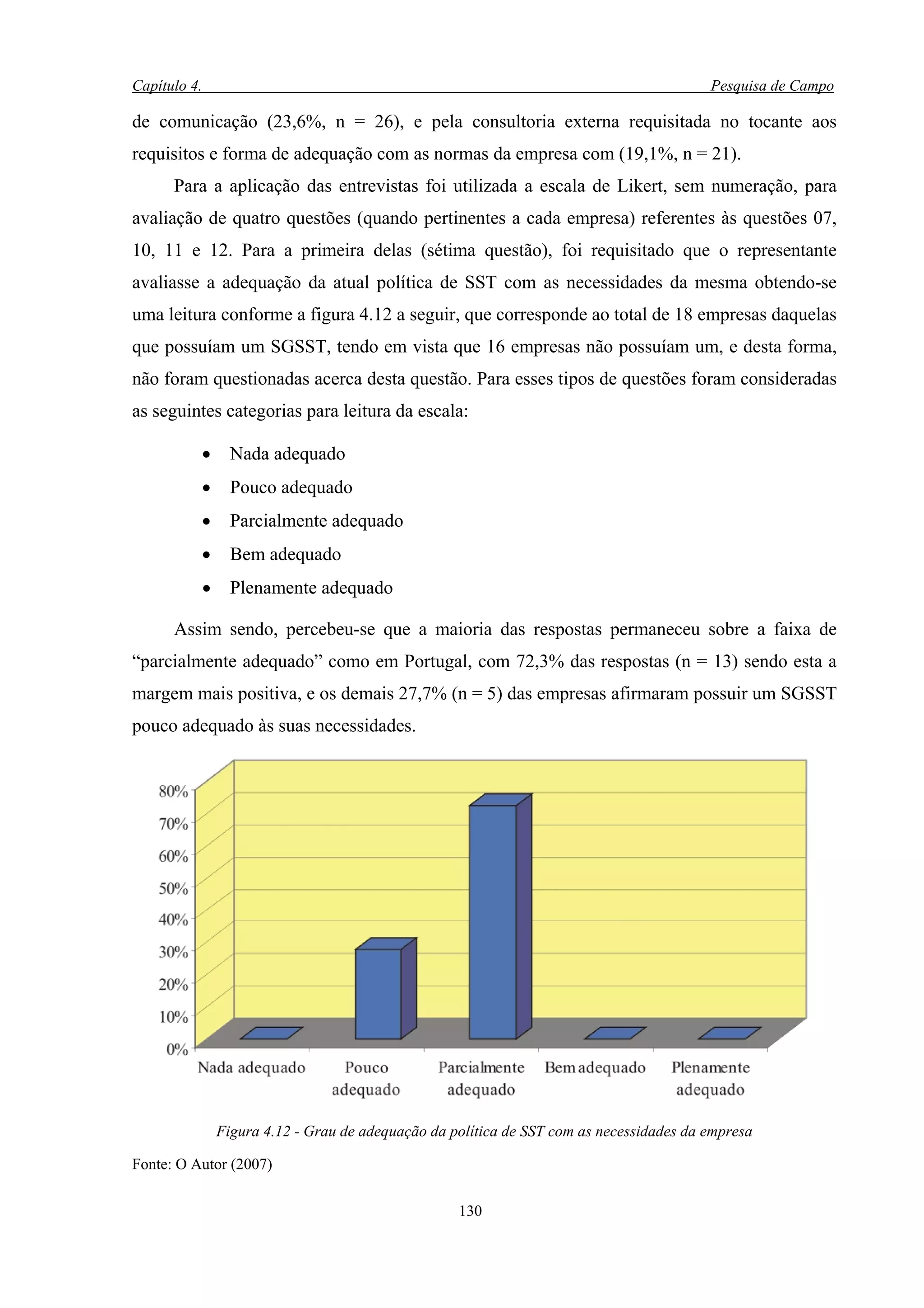
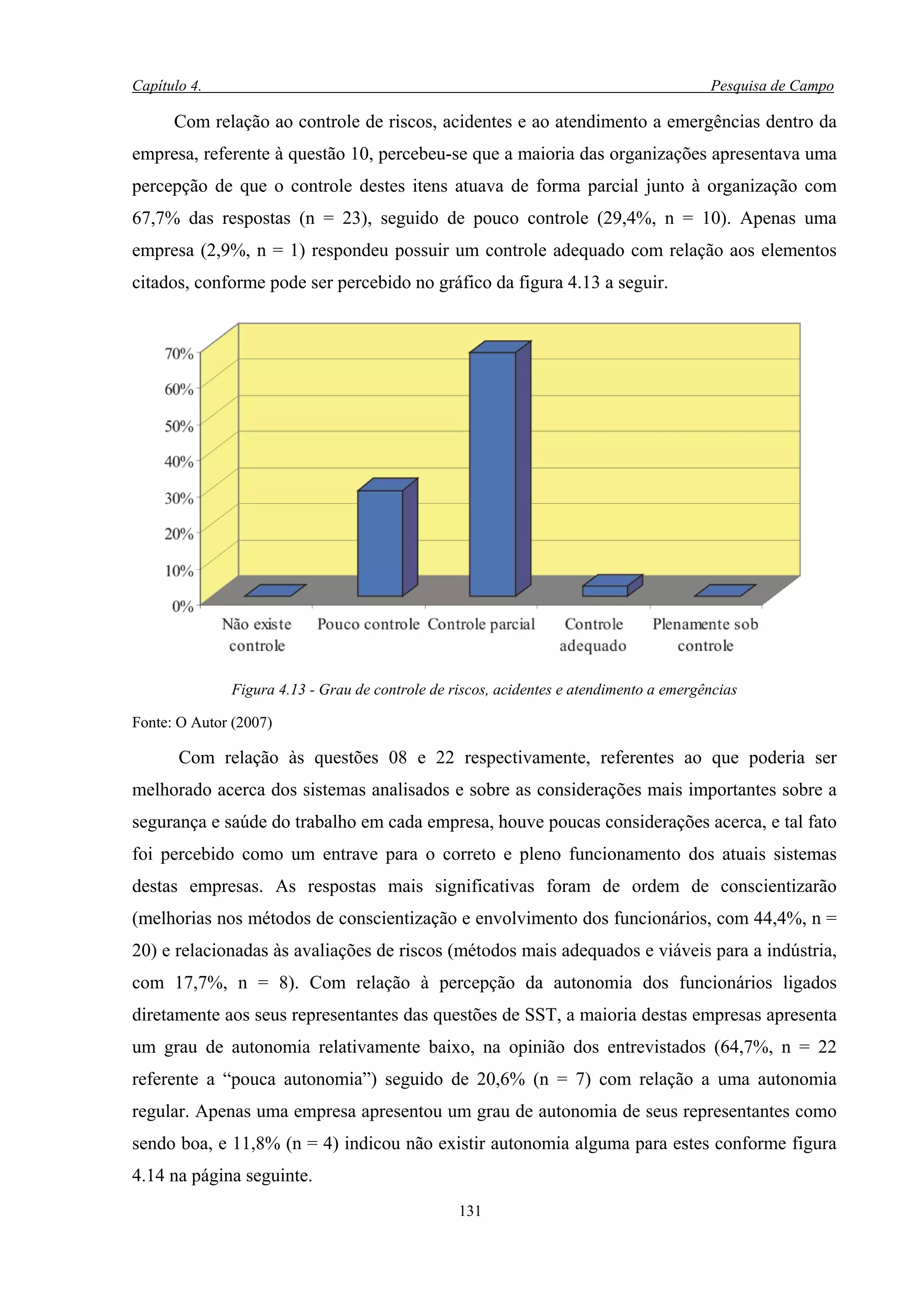
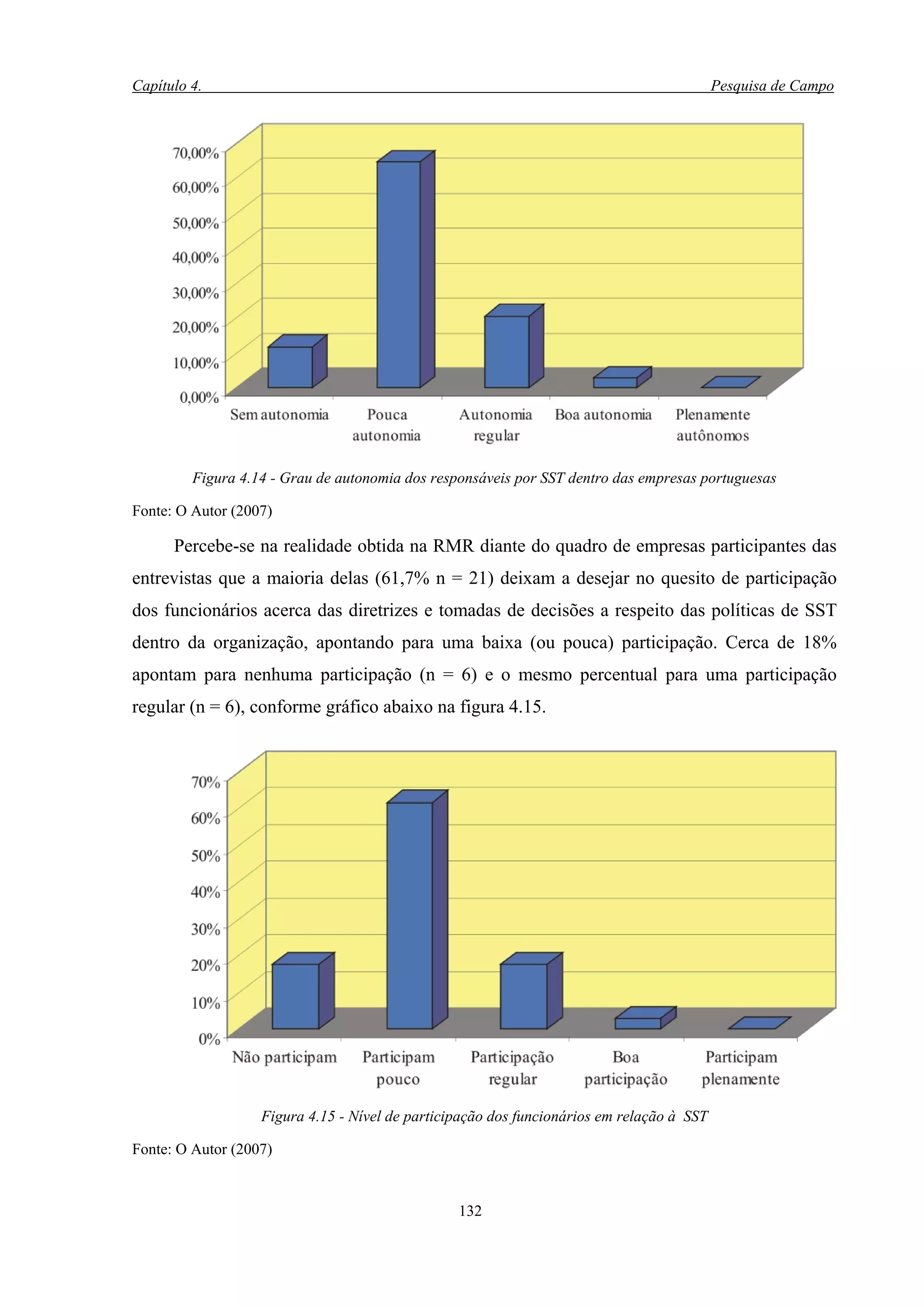
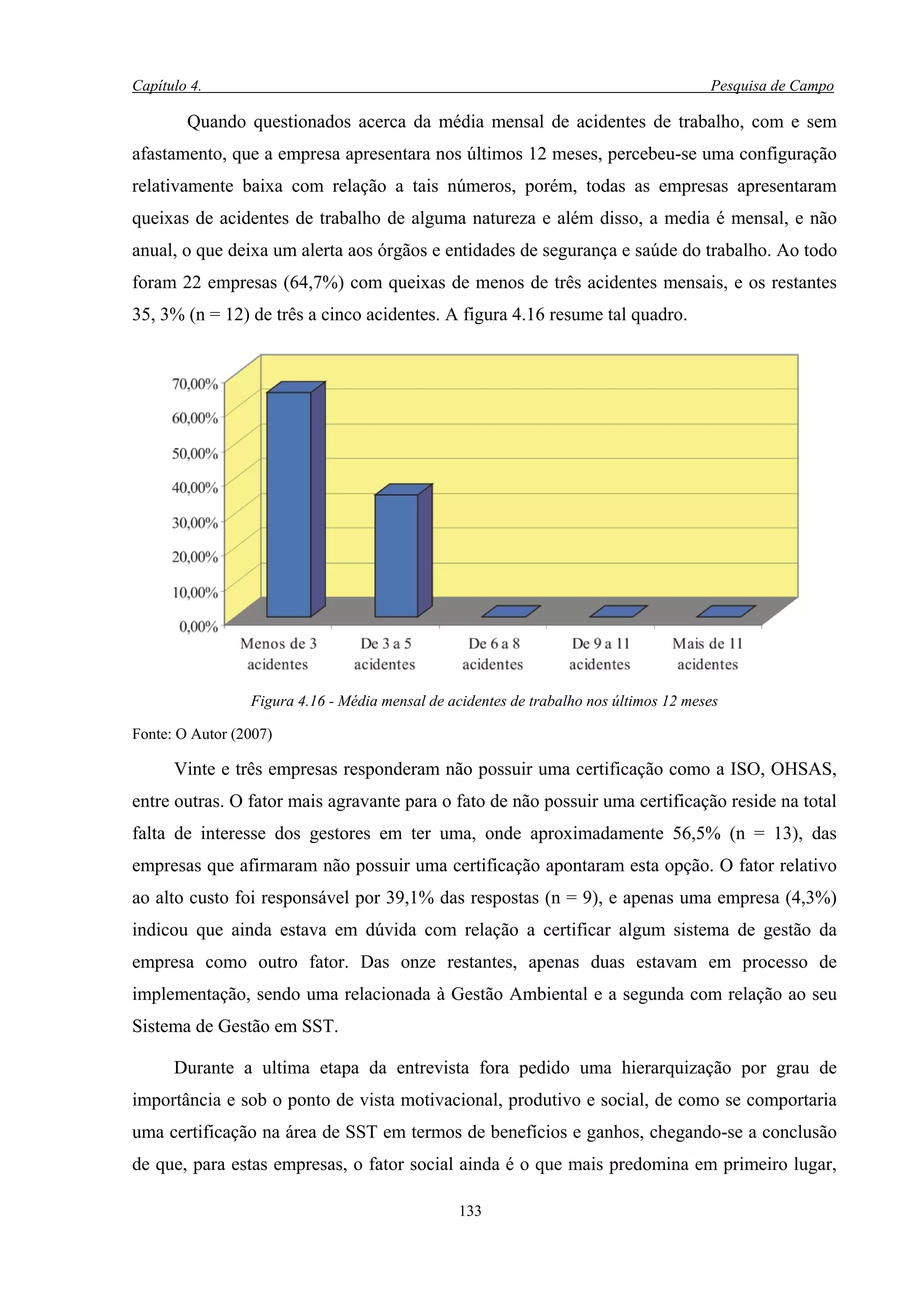
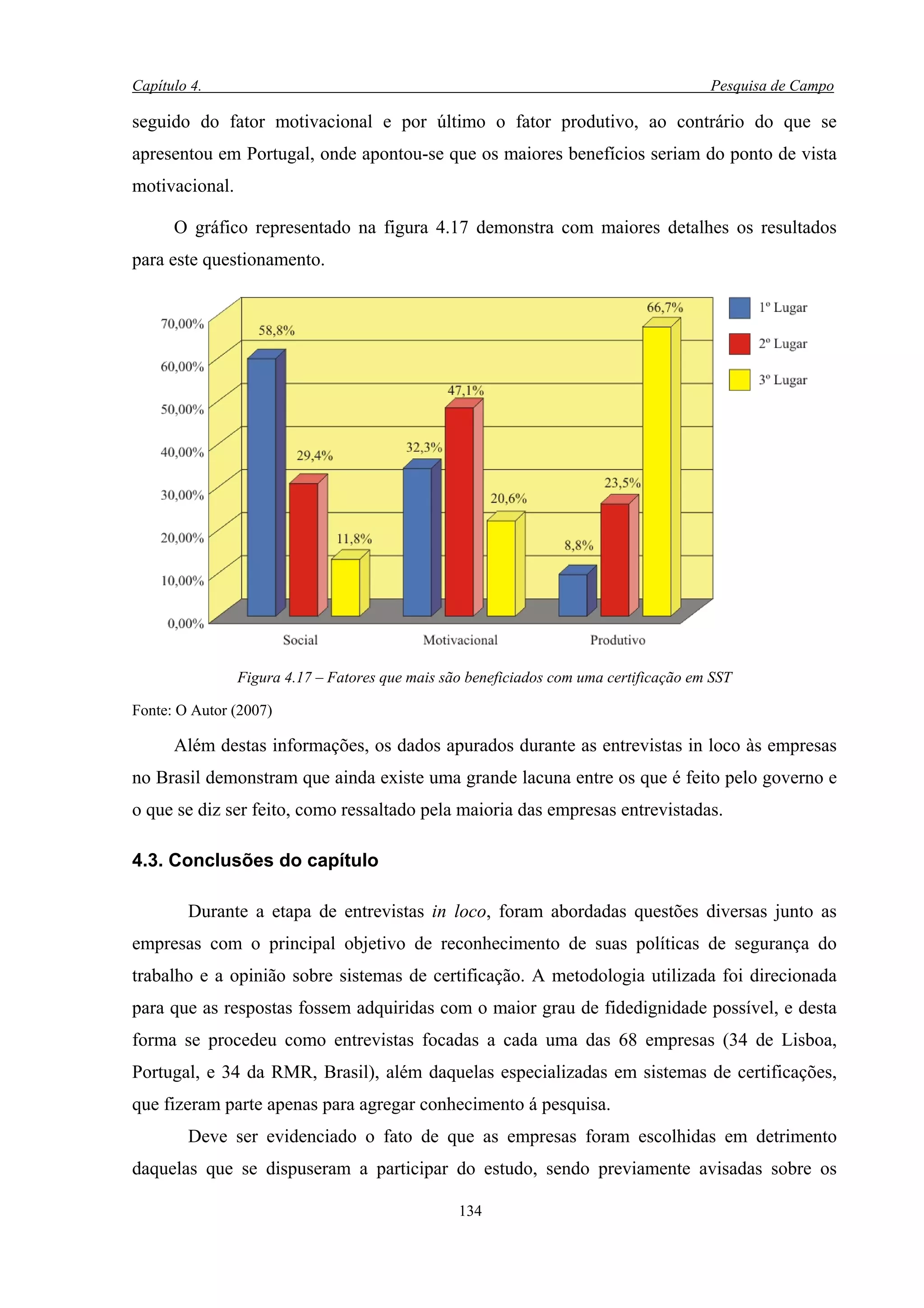
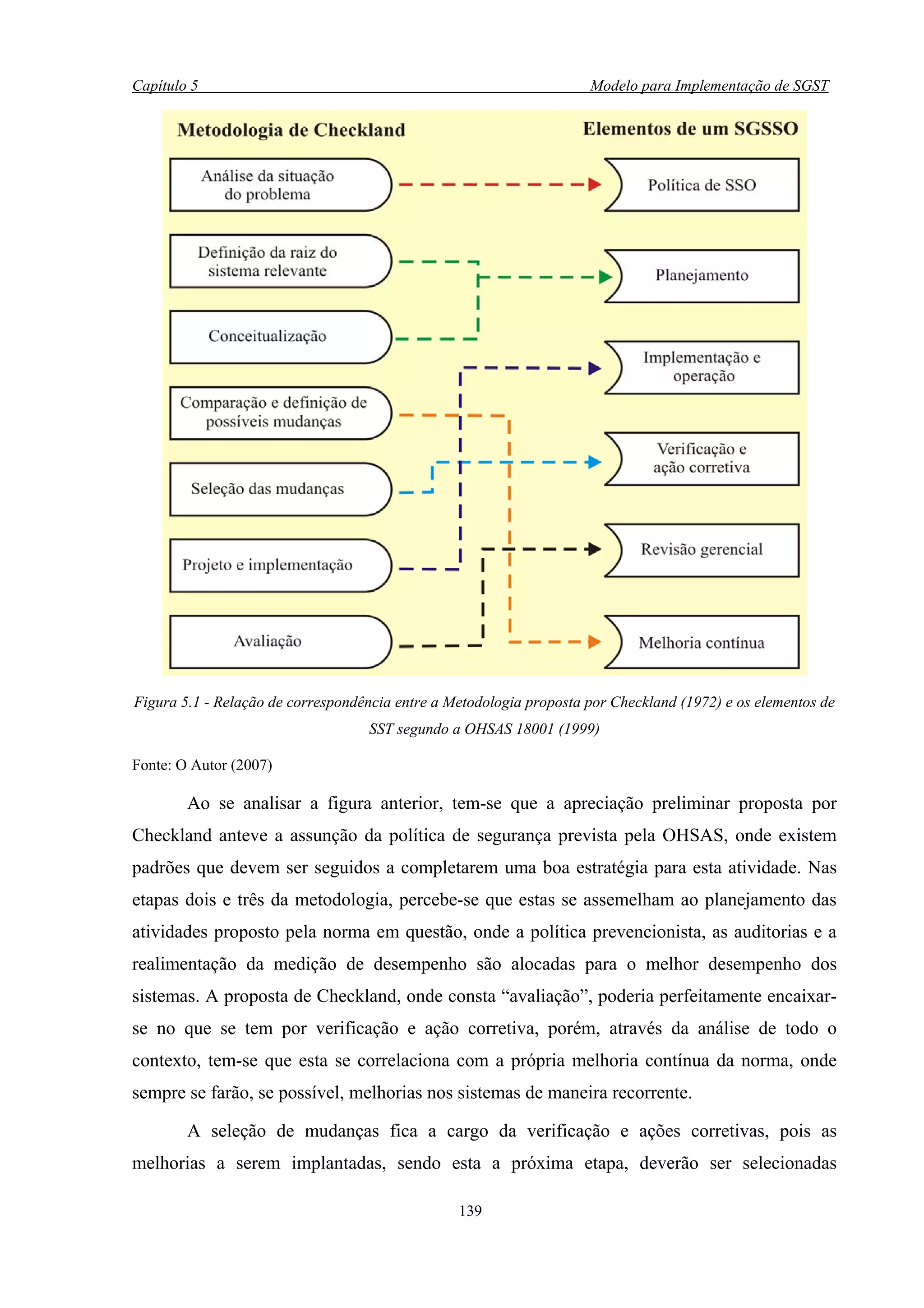
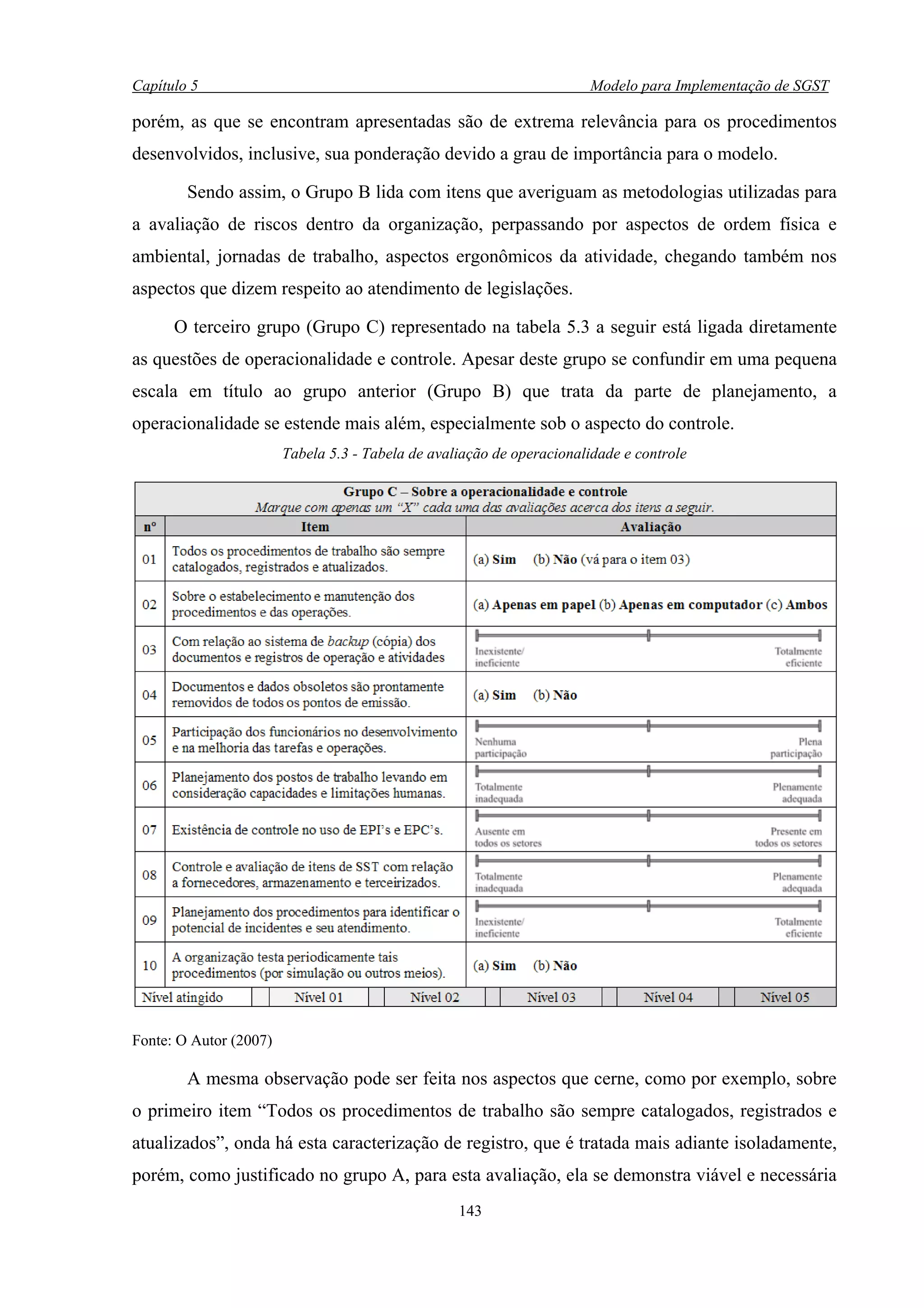
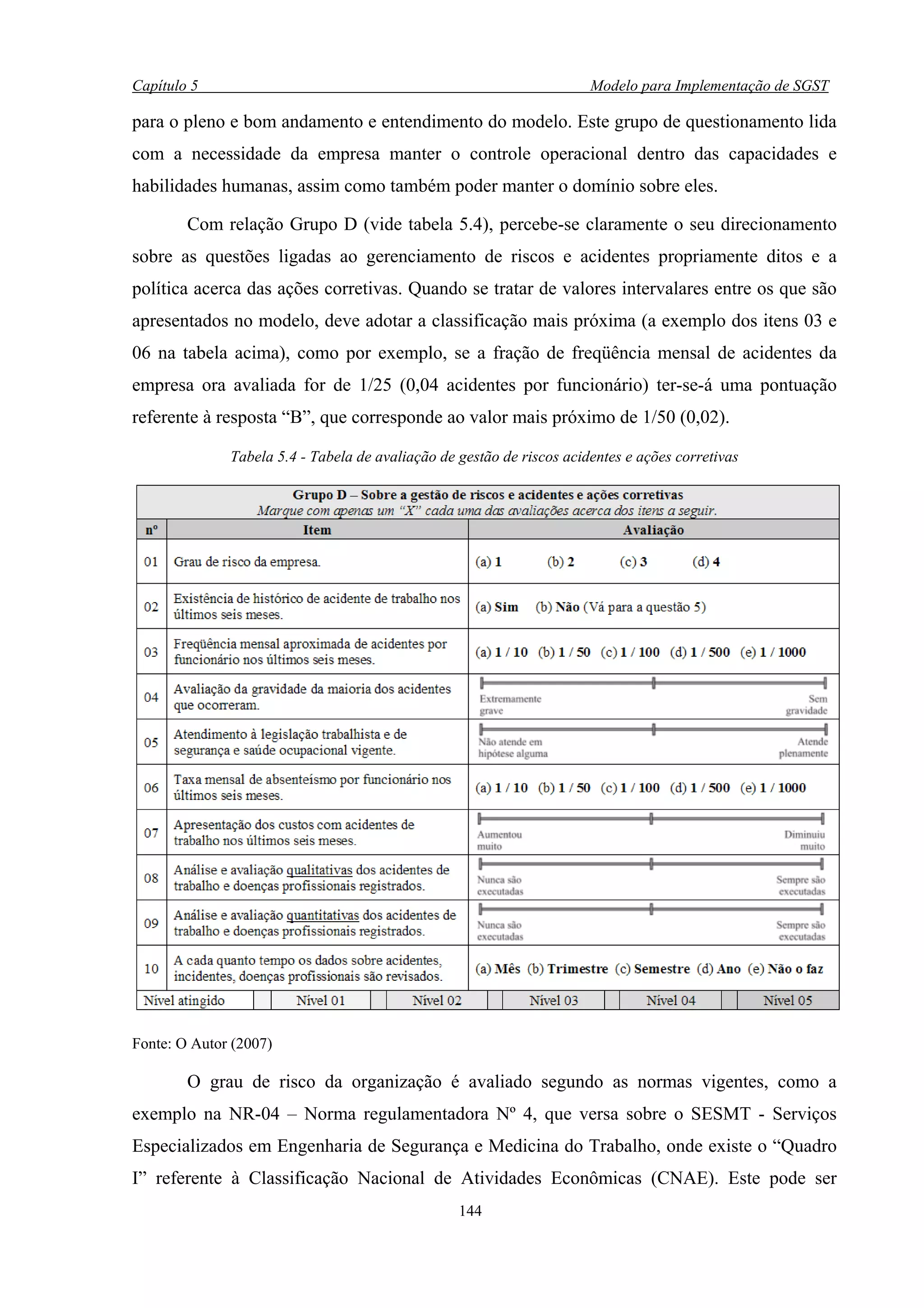
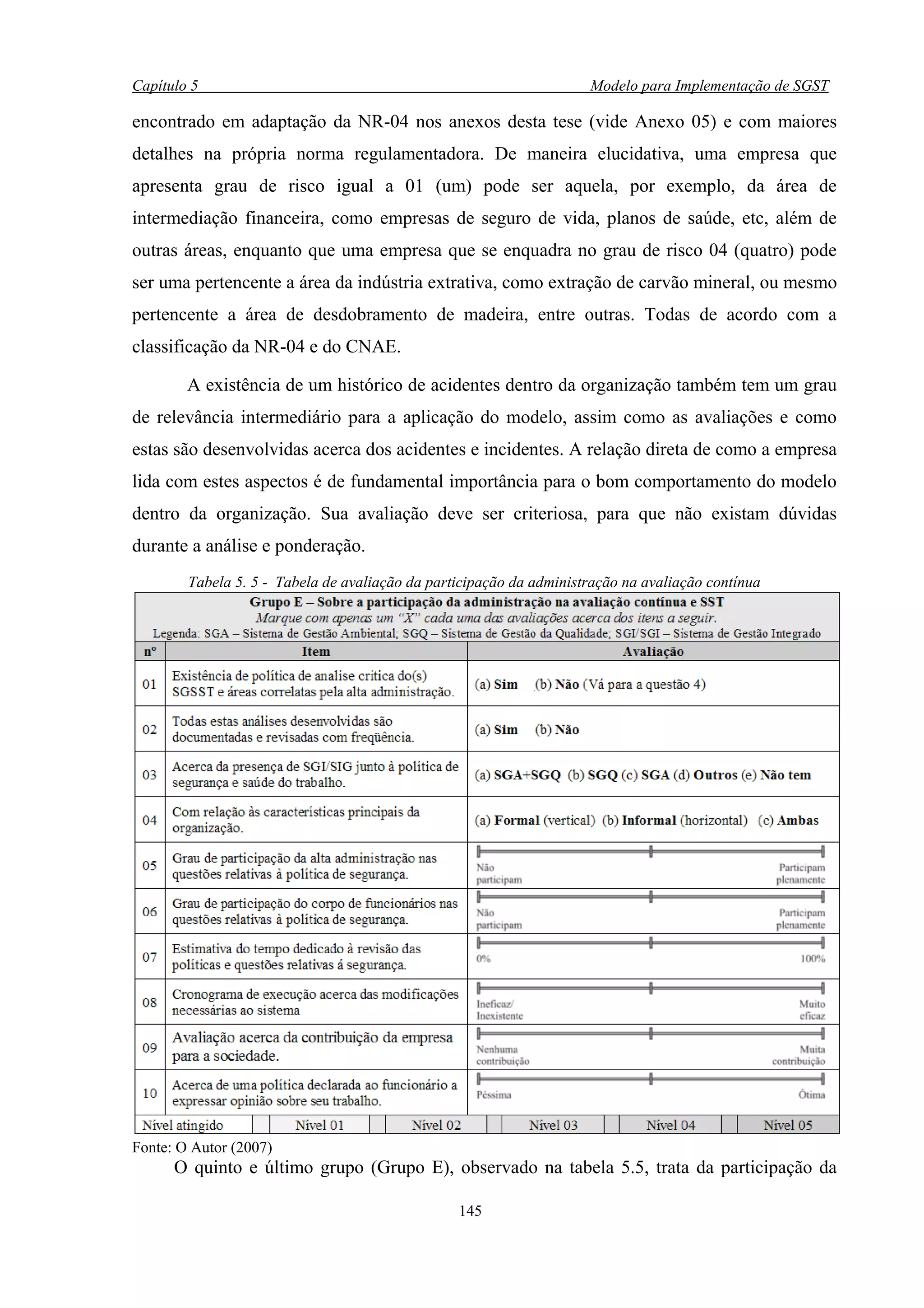
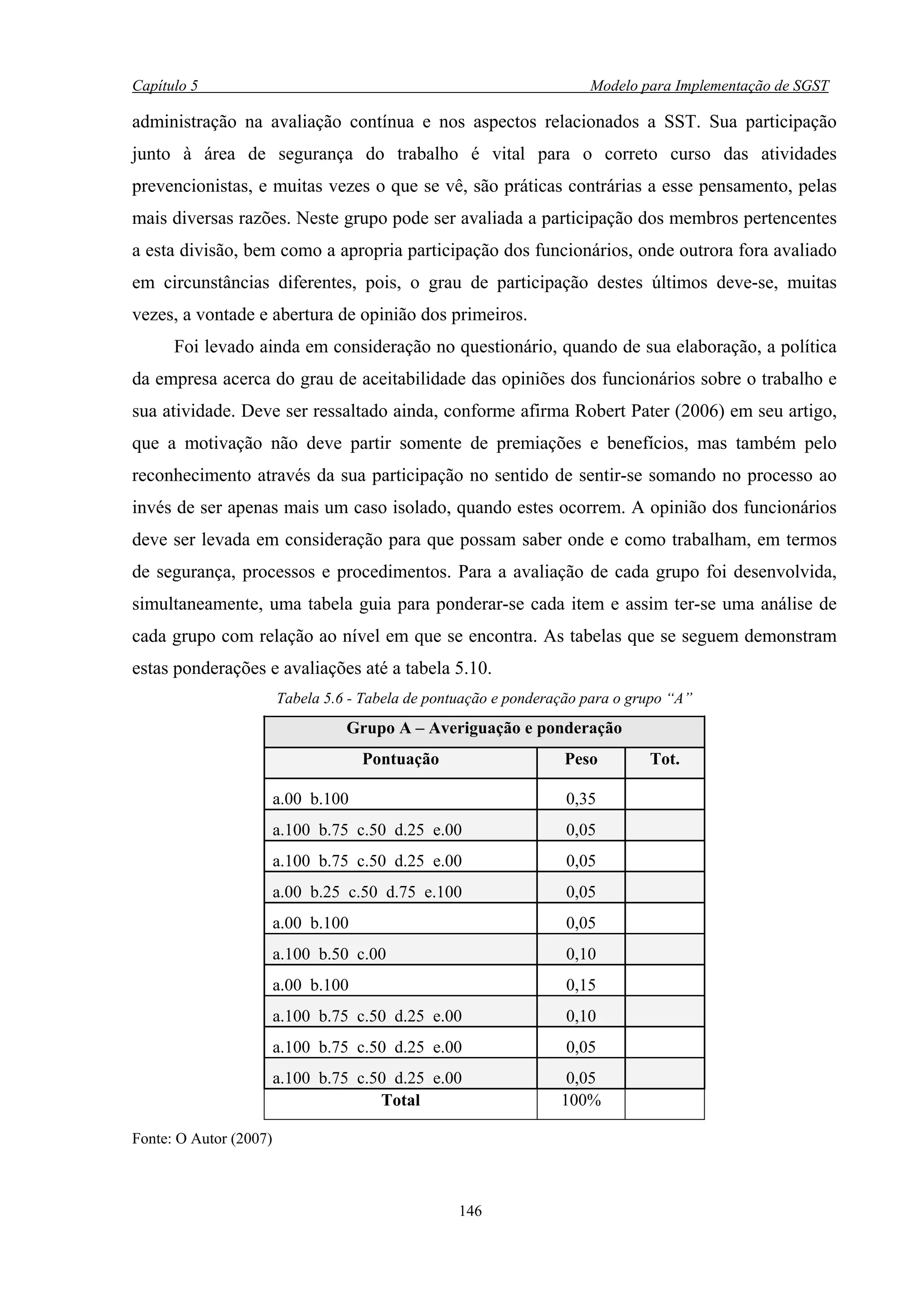
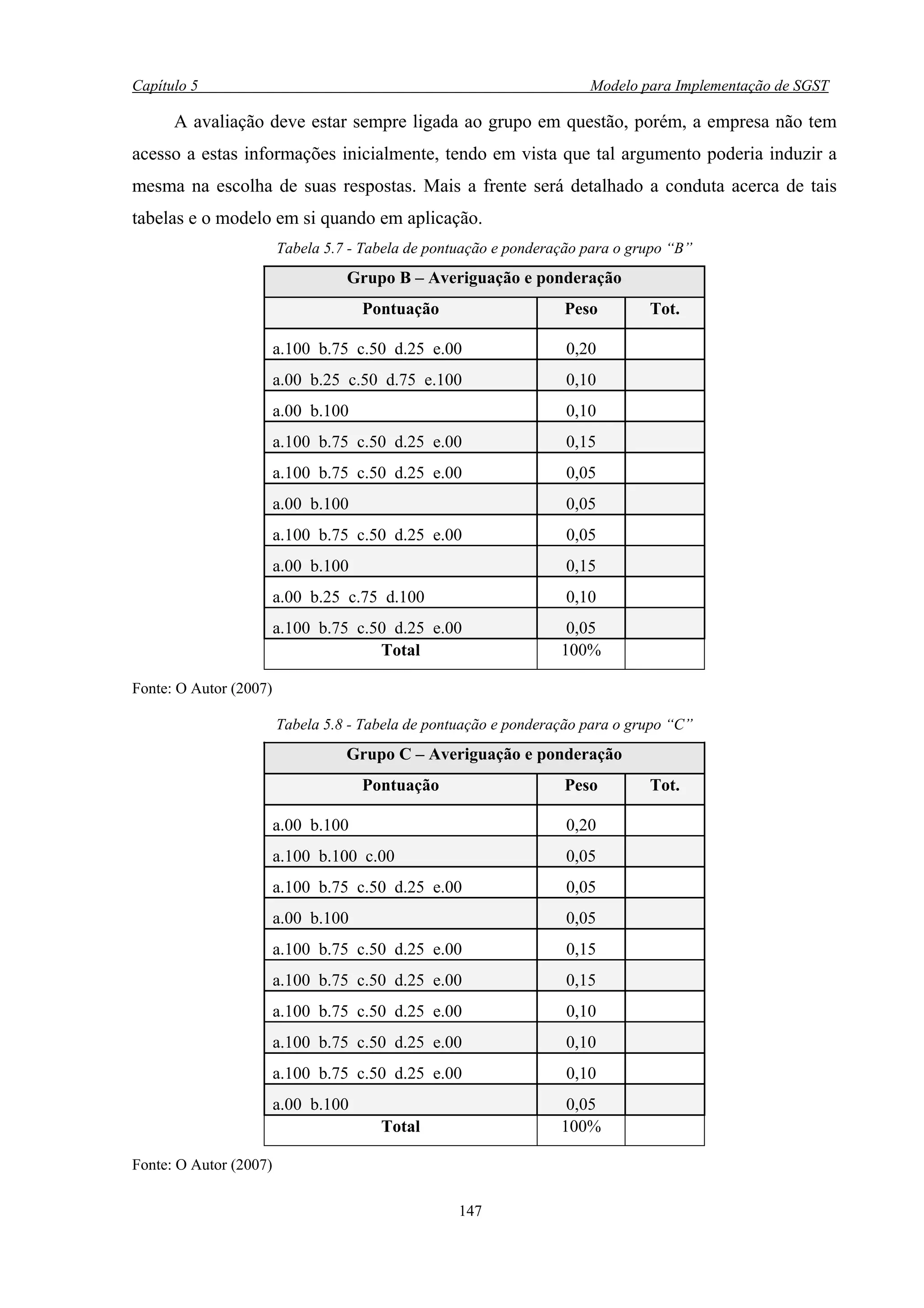
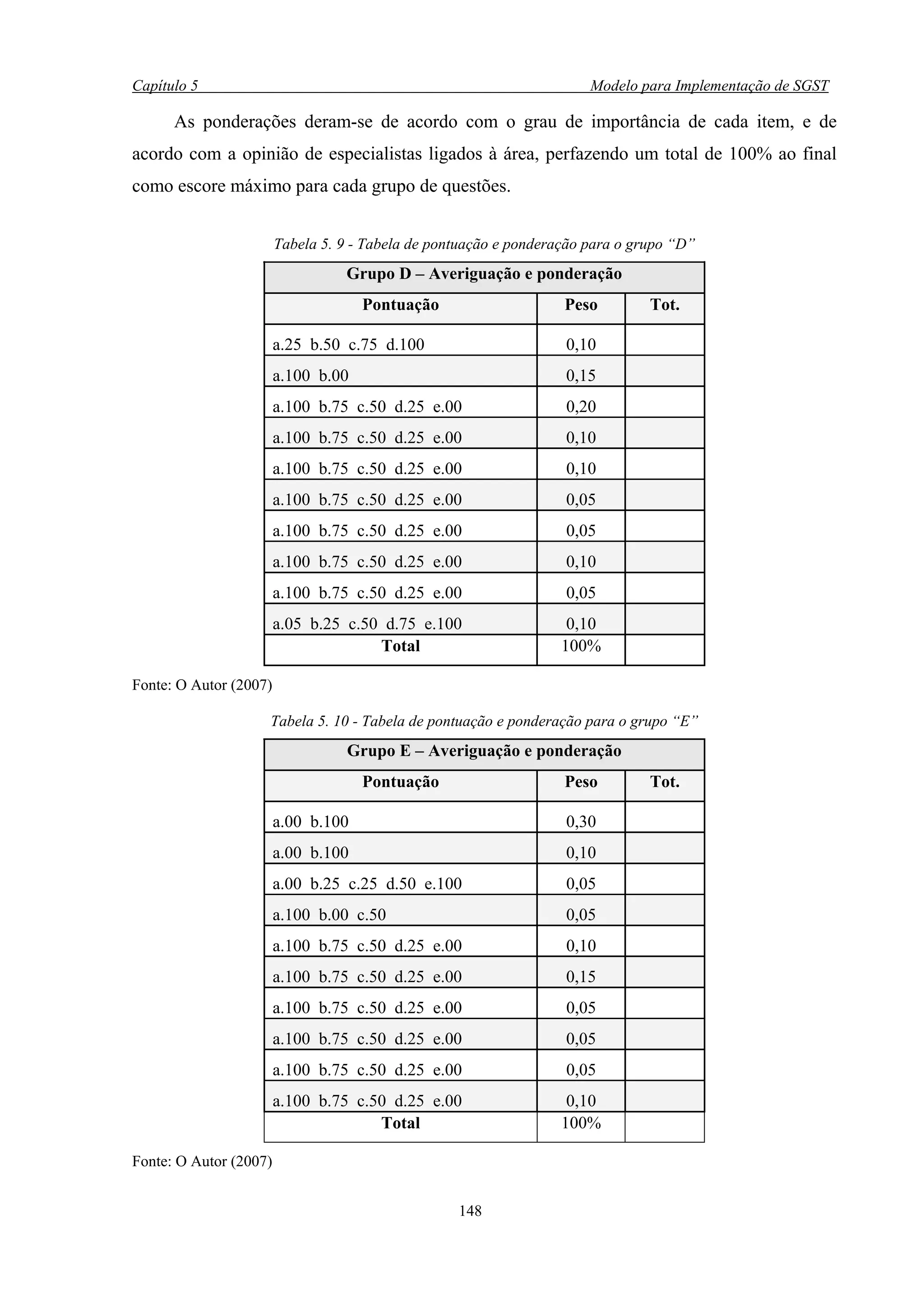
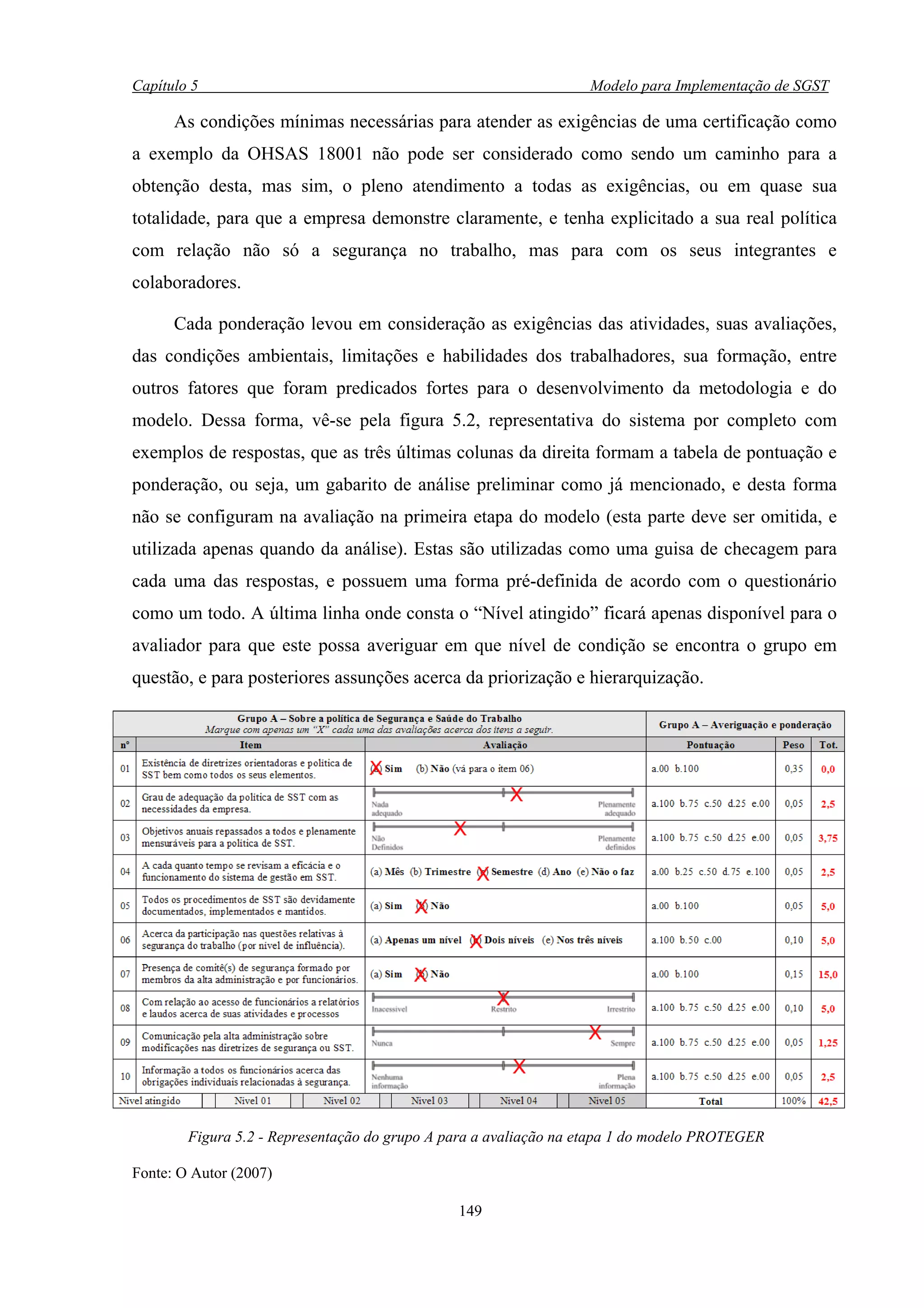
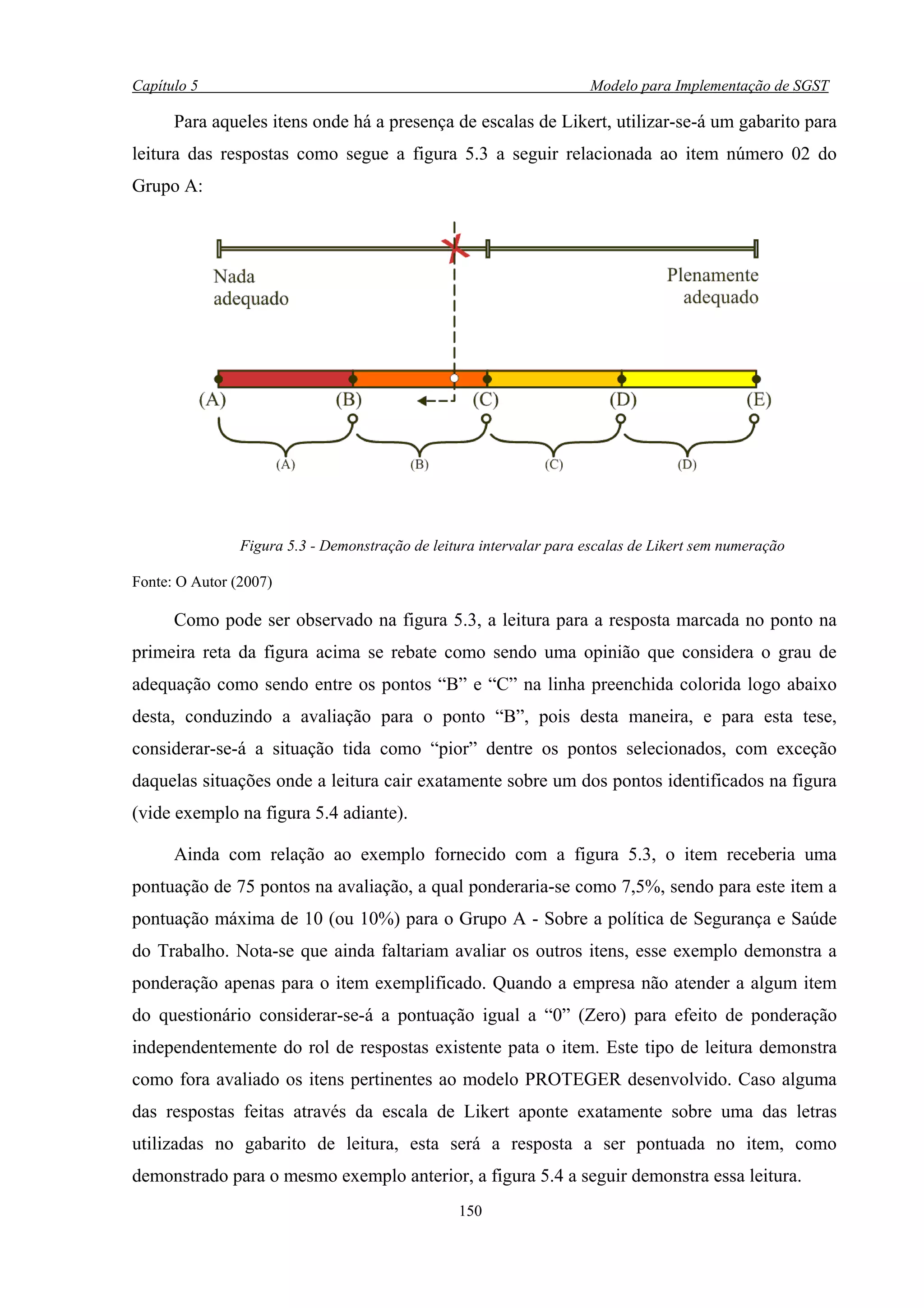
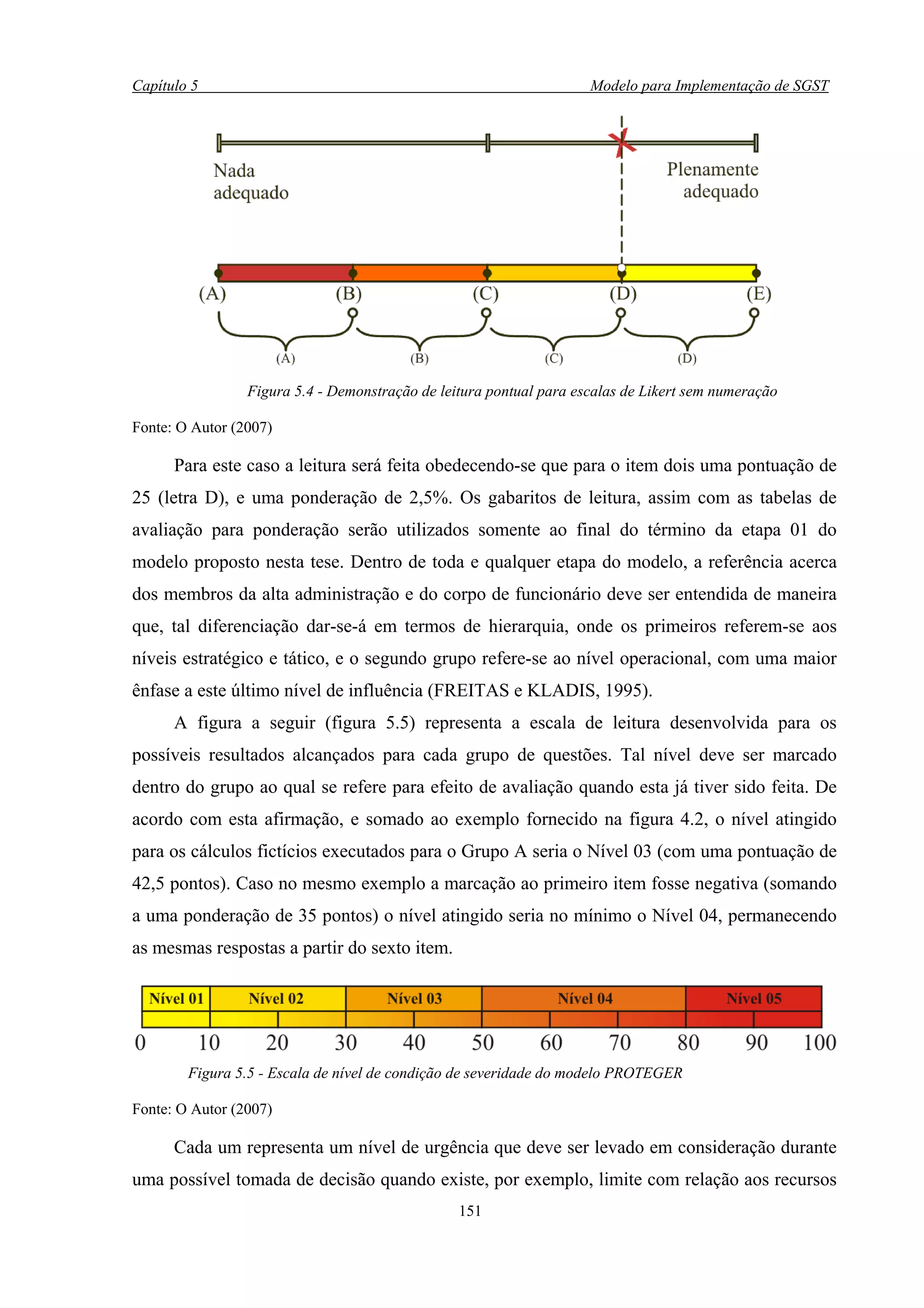
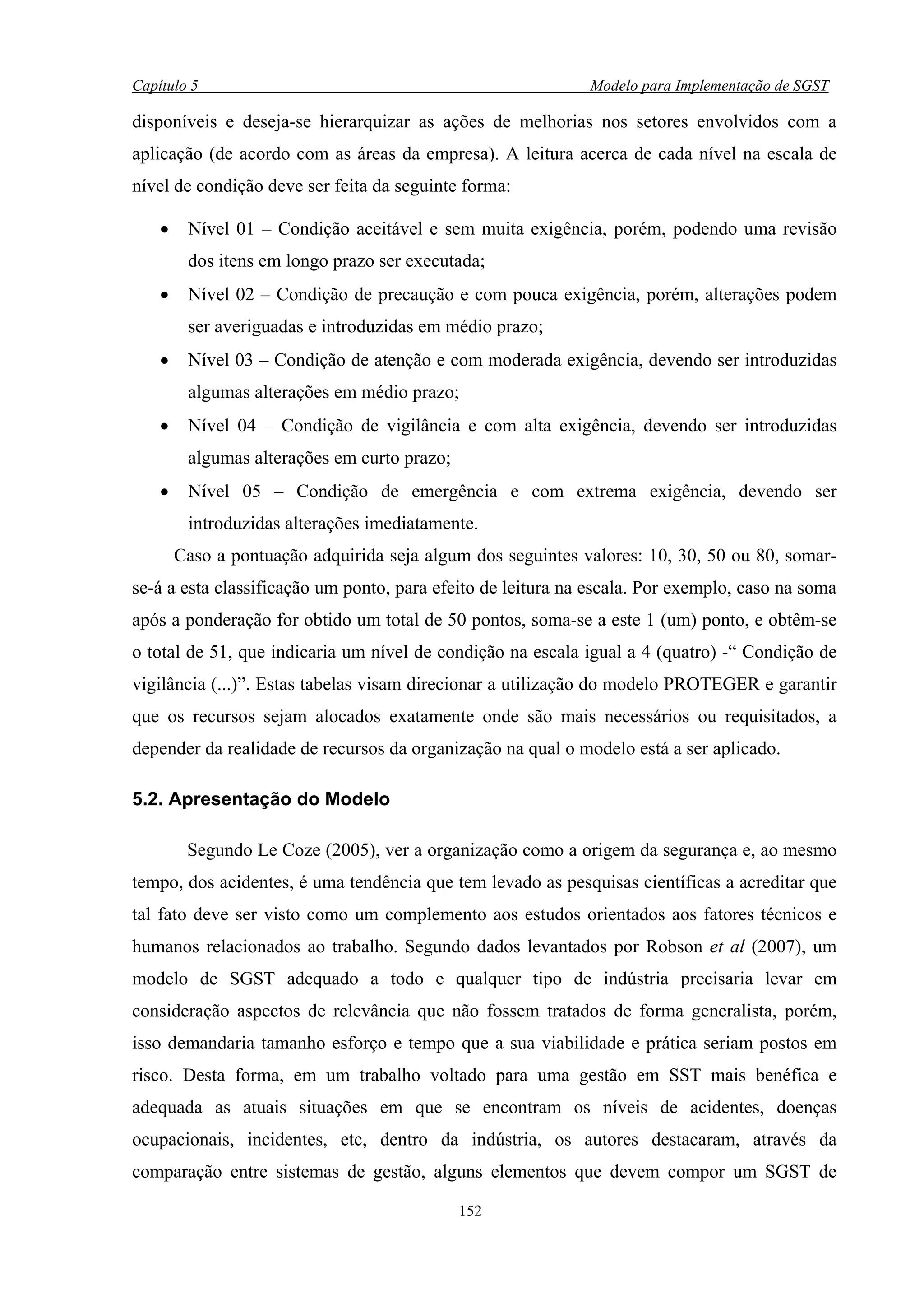
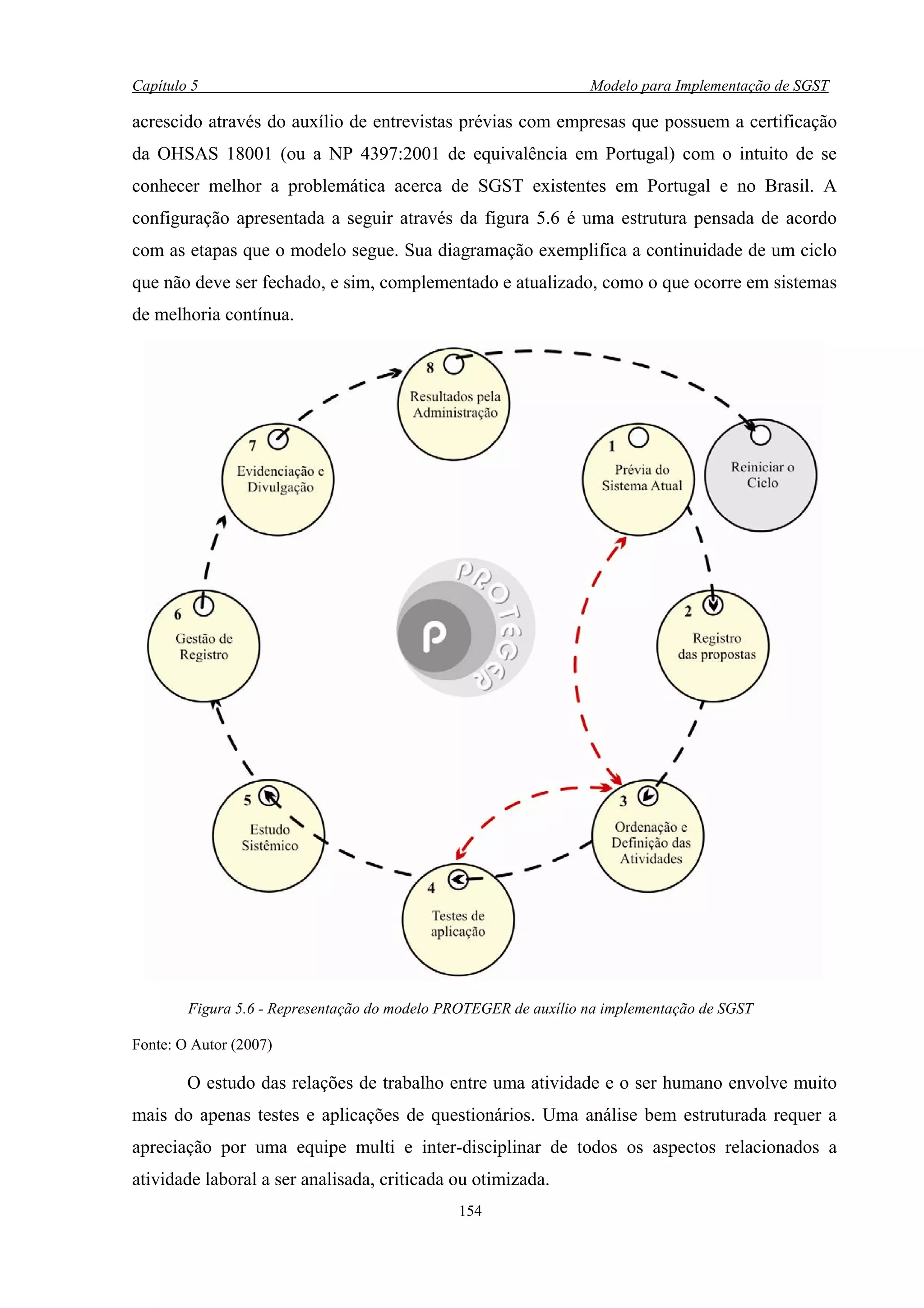
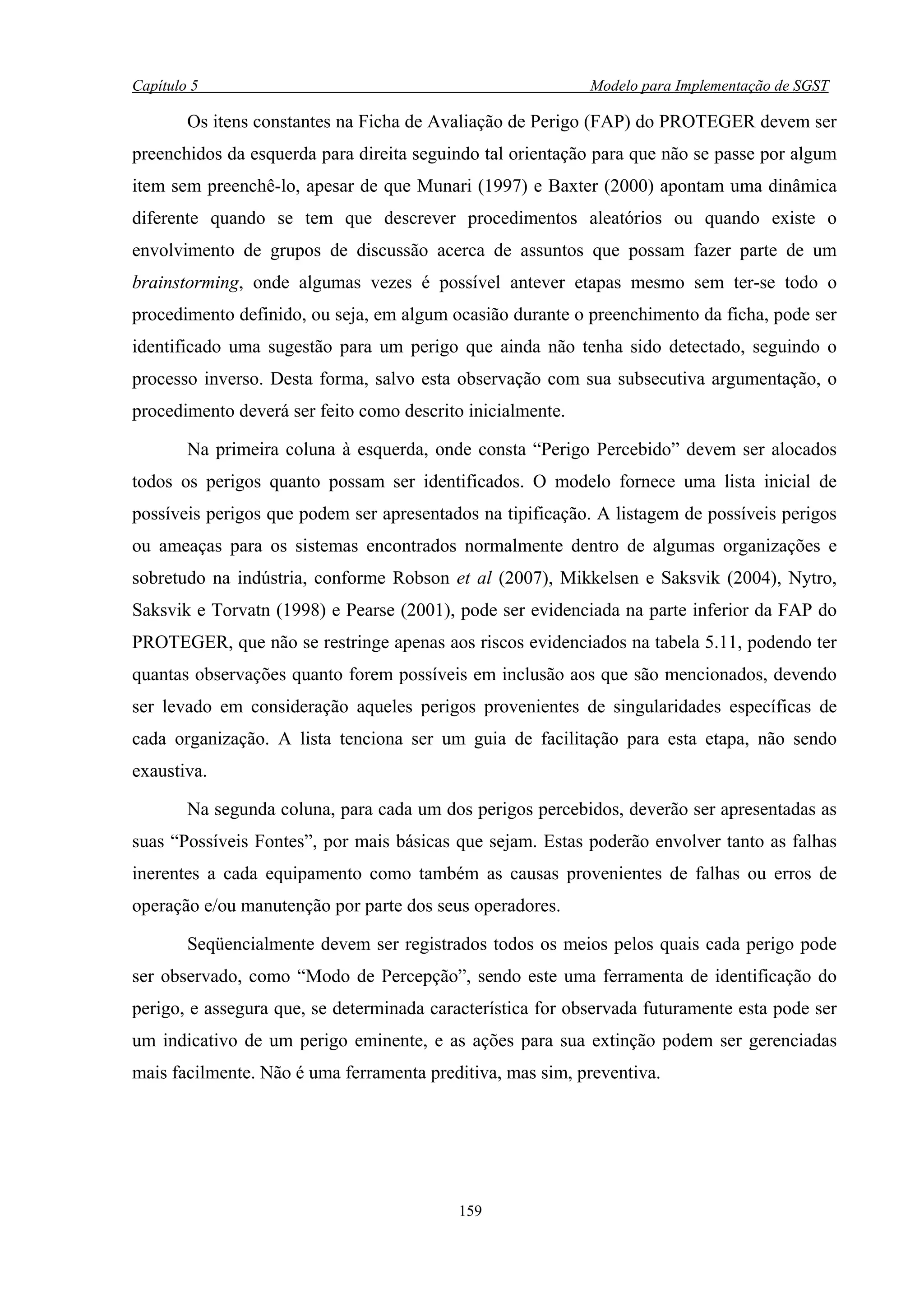
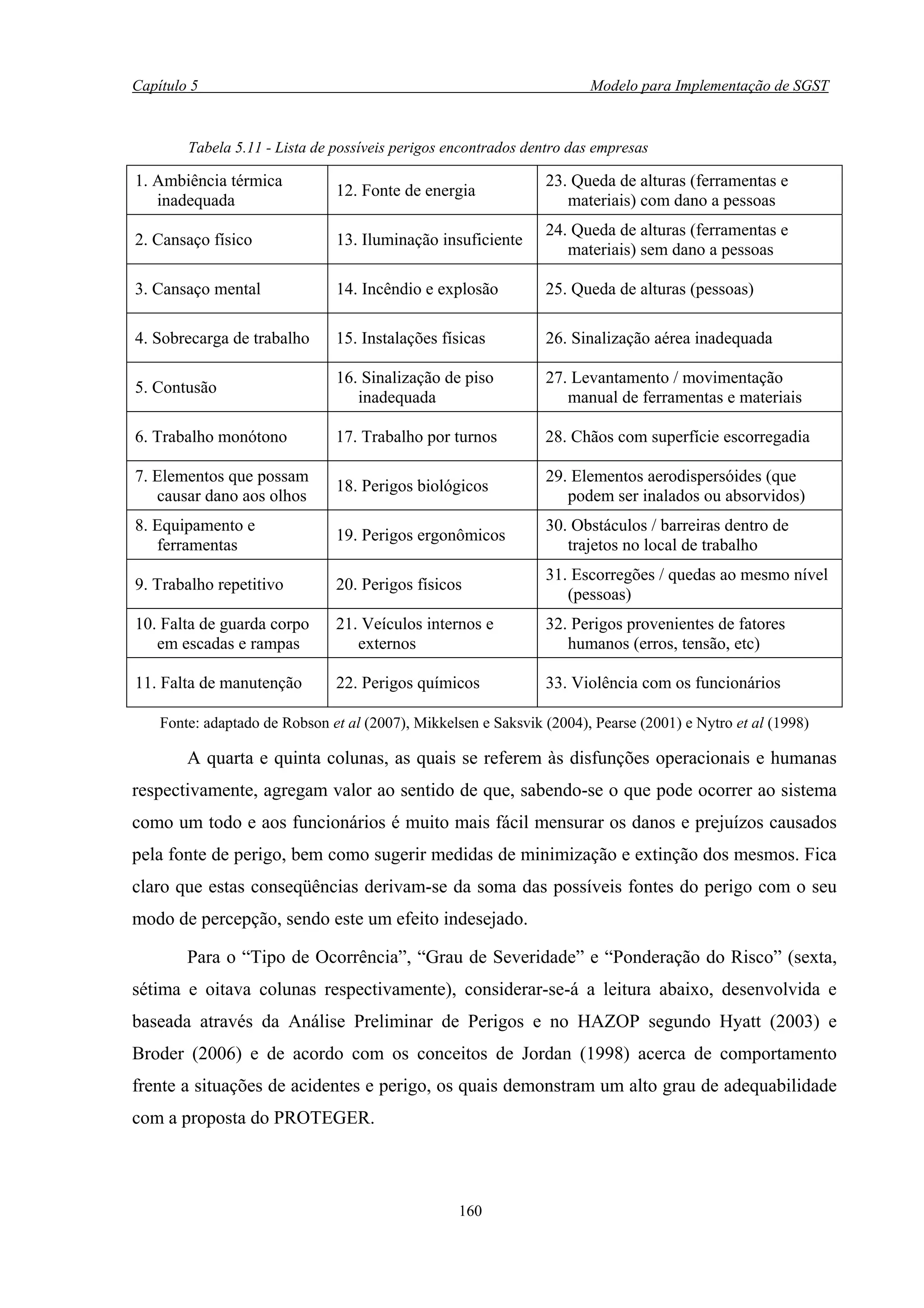
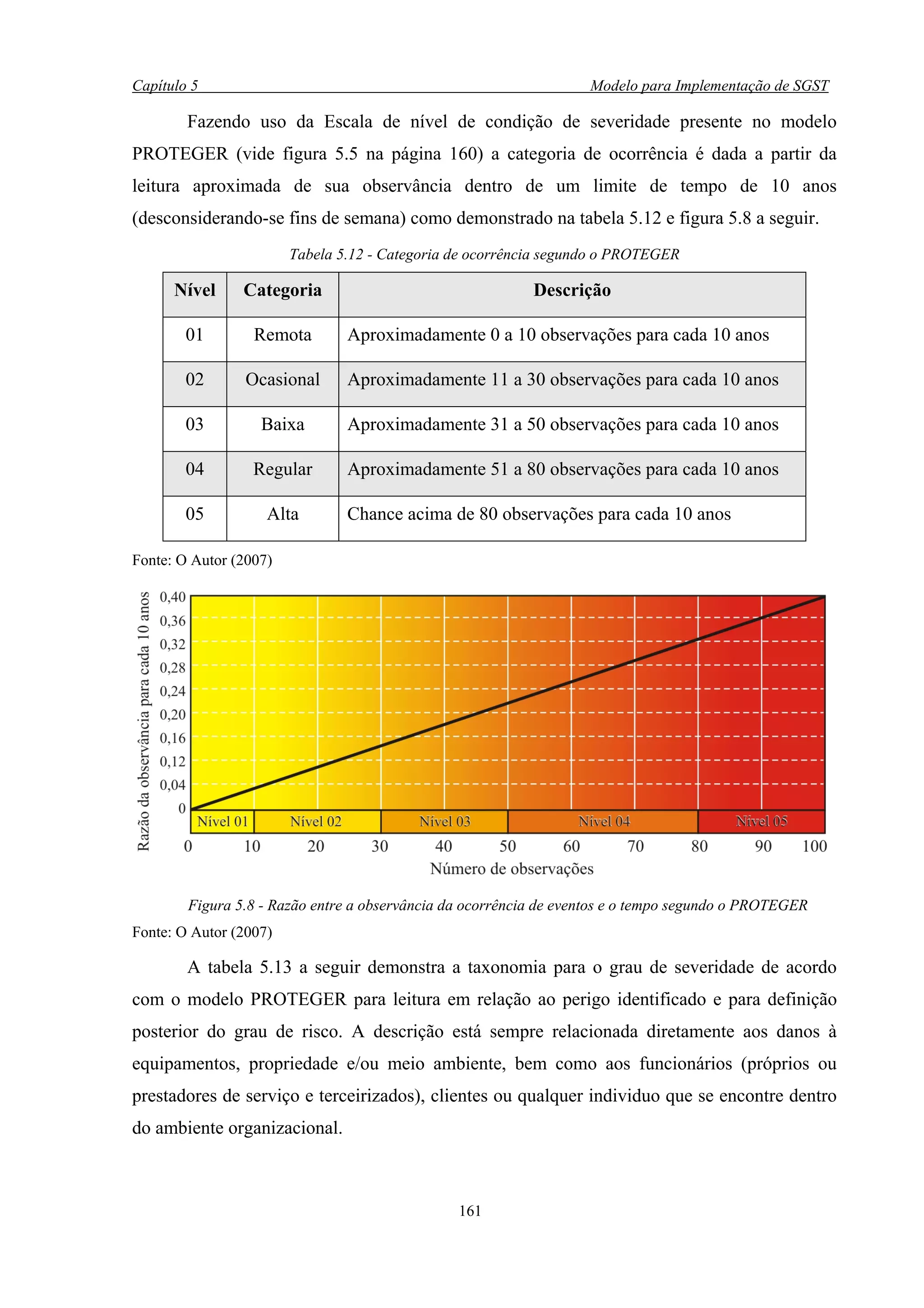
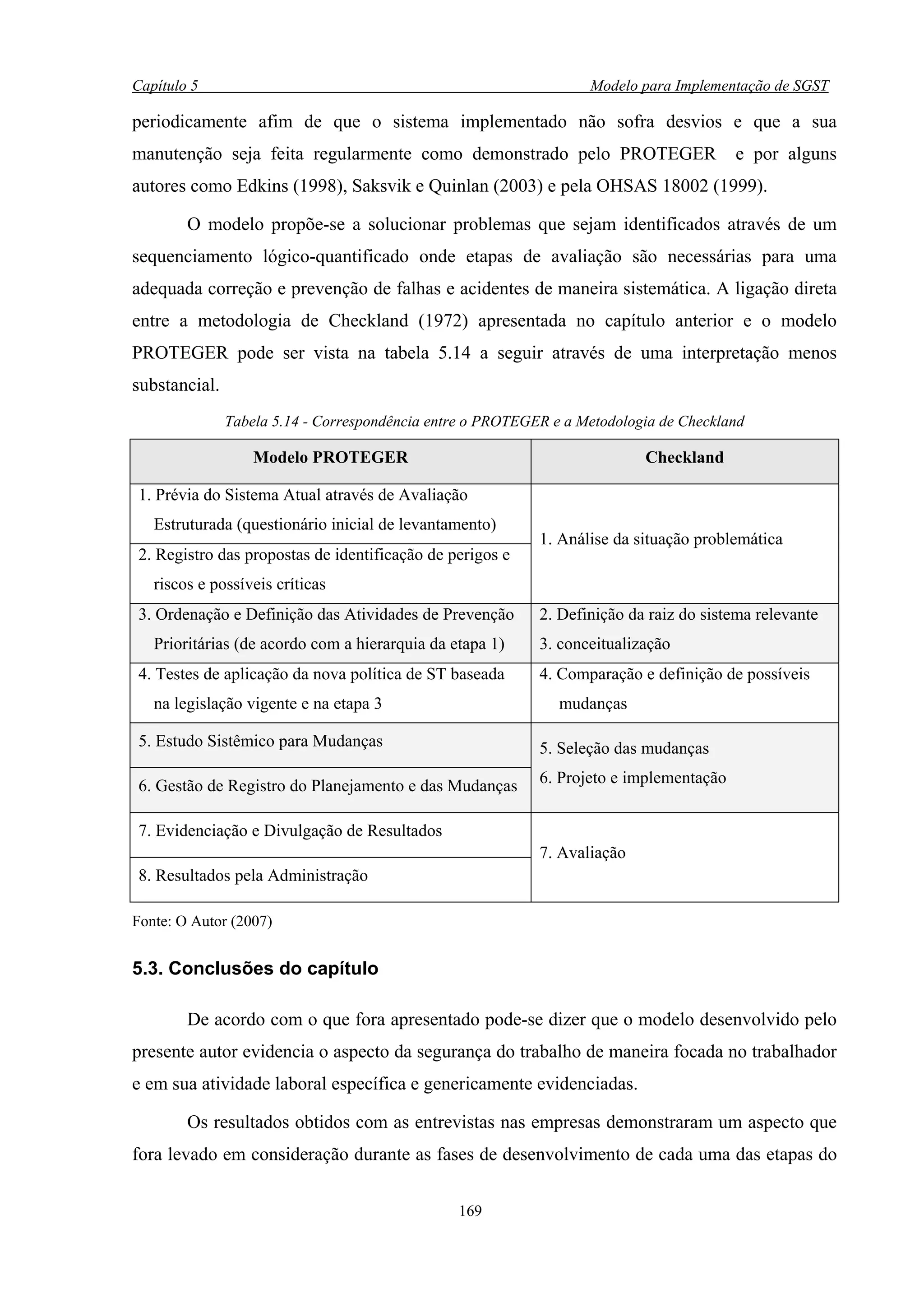
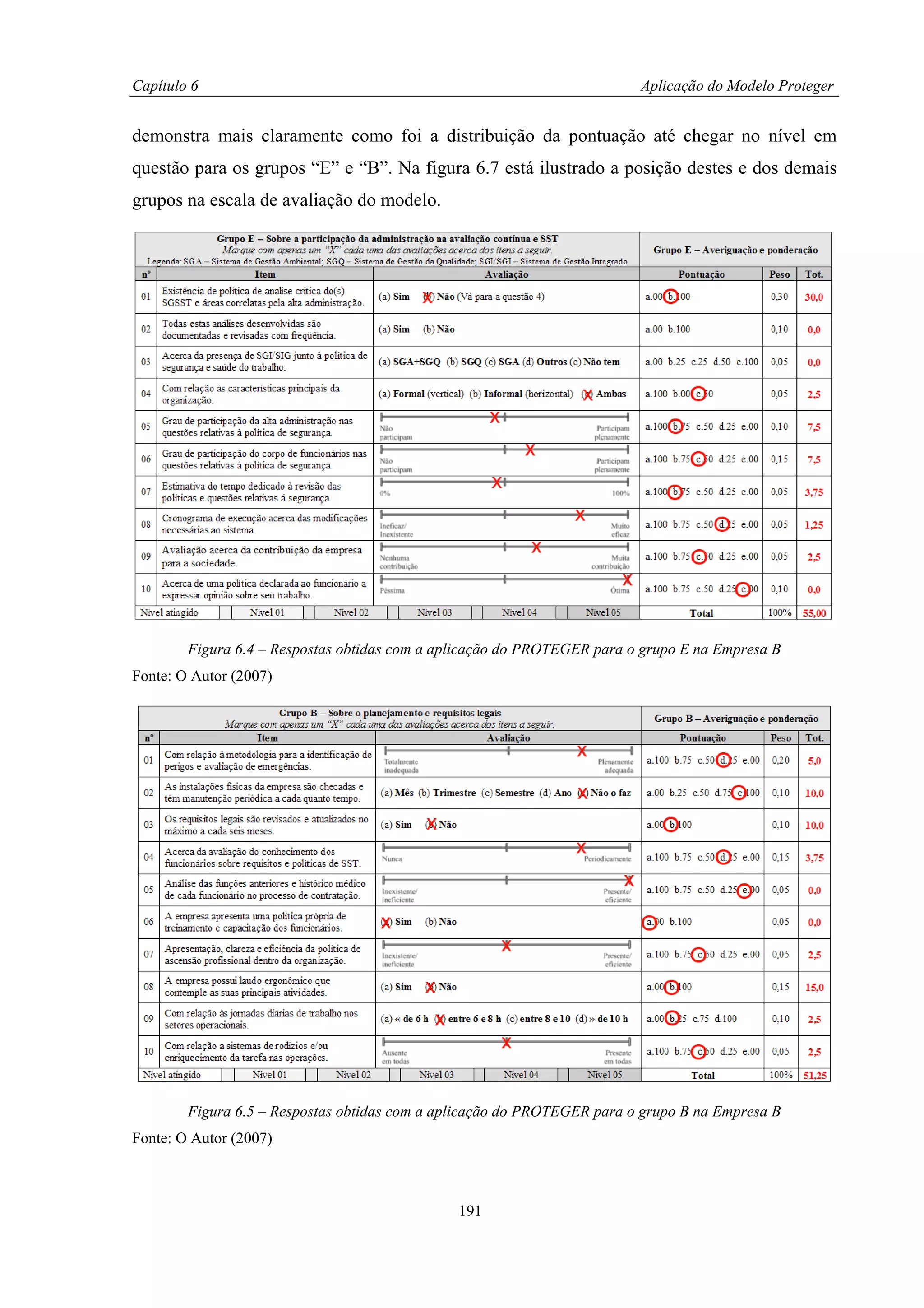
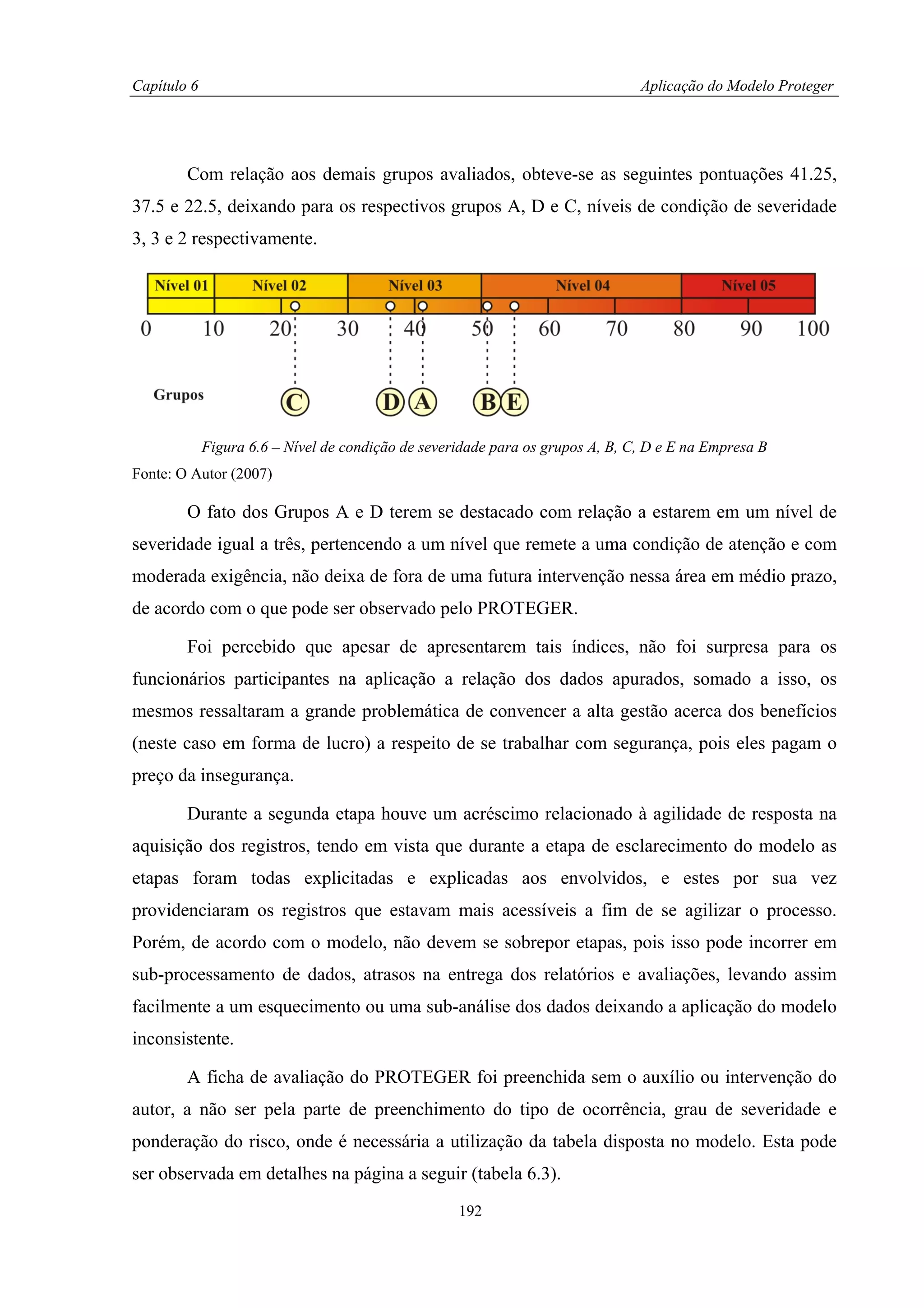
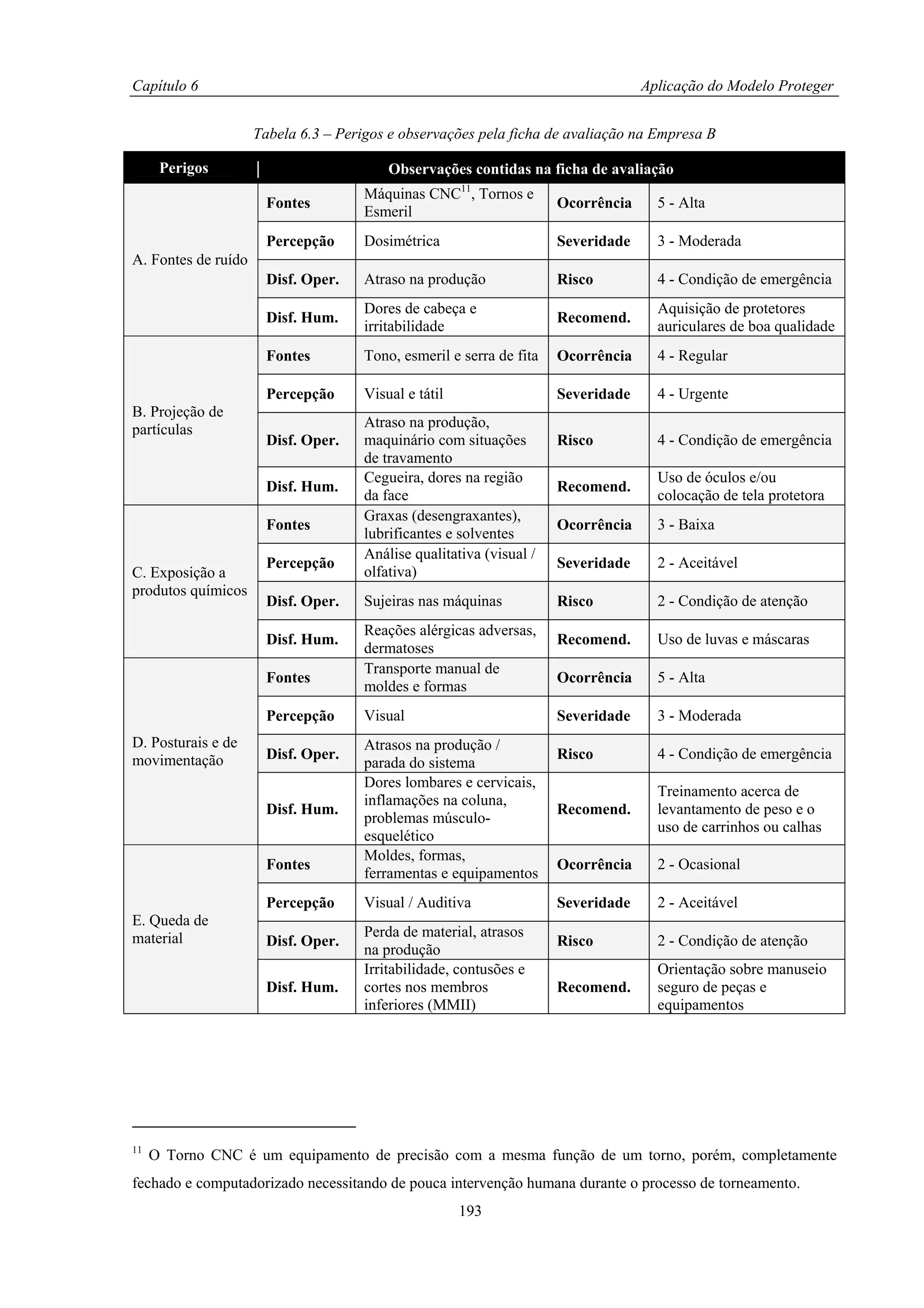
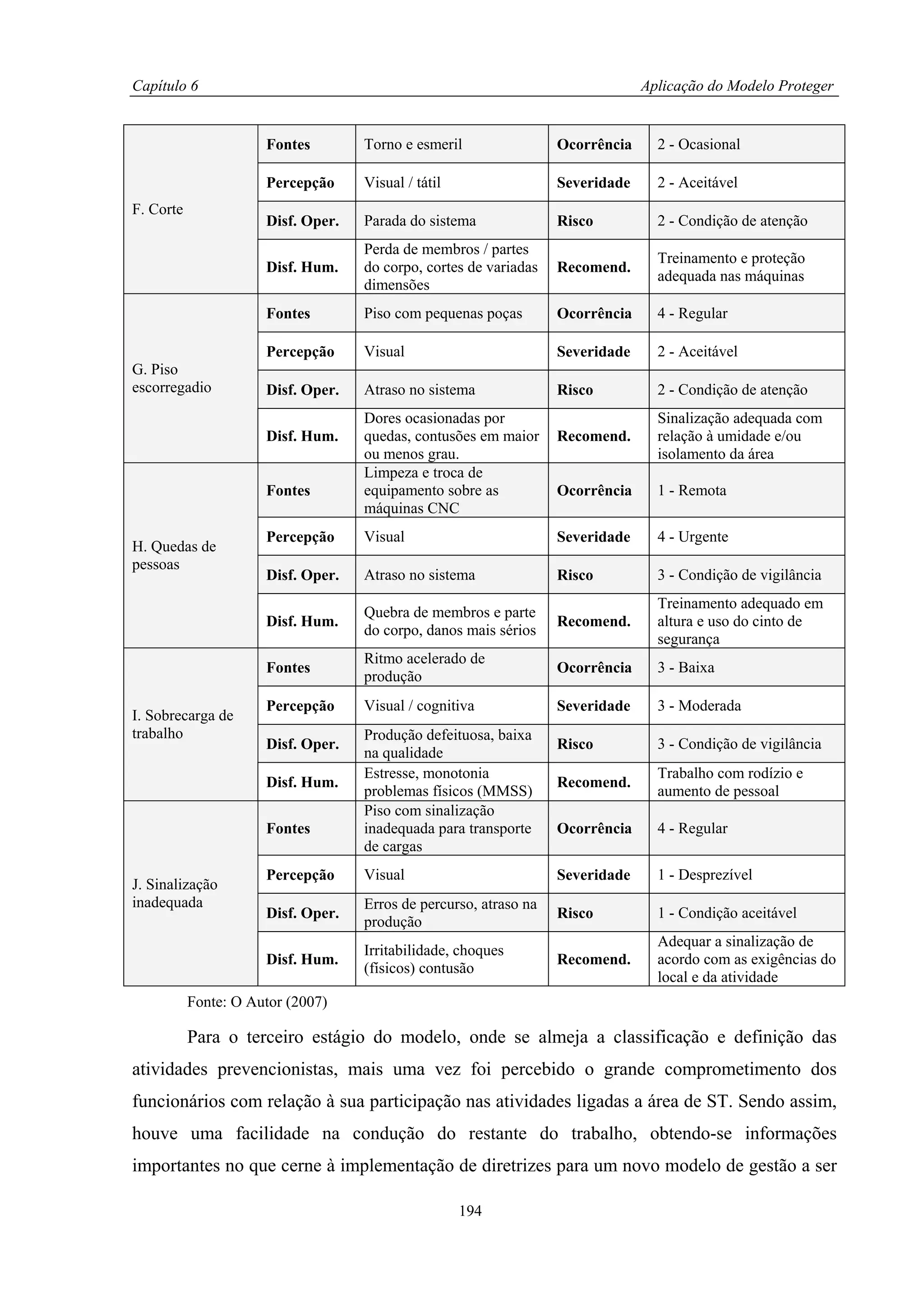
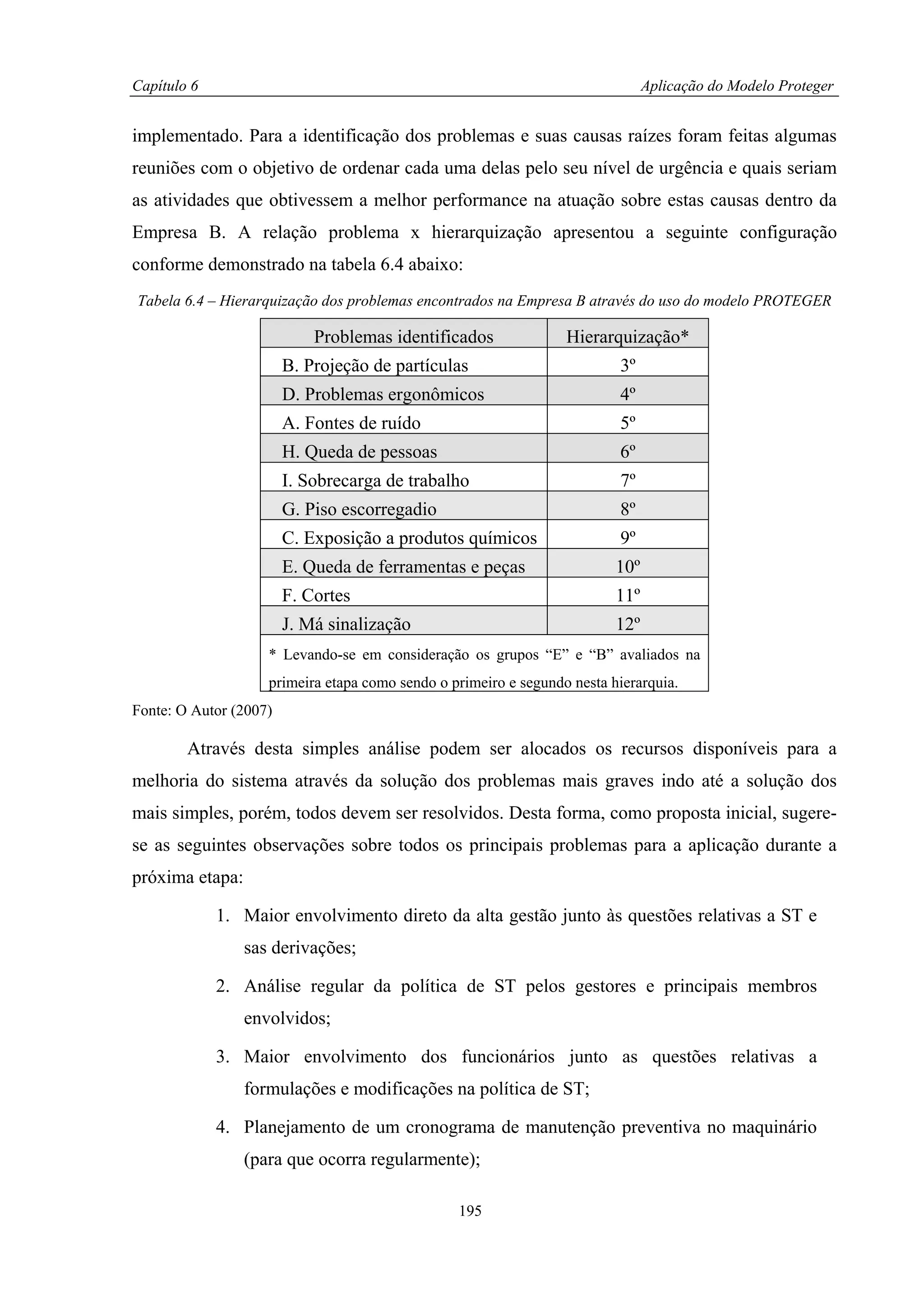
O documento apresenta uma tese de doutorado sobre o desenvolvimento de um modelo chamado PROTEGER para implementação e melhoria de sistemas de gestão em segurança do trabalho. O modelo se baseia na norma OHSAS 18001 e nos estudos de Checkland sobre problemas não estruturados. O objetivo é fornecer uma ferramenta prática para promover a qualidade de vida no trabalho e a segurança dos funcionários.