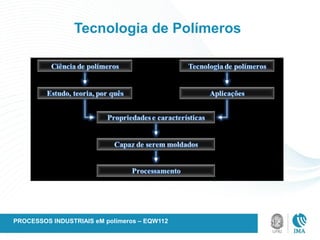
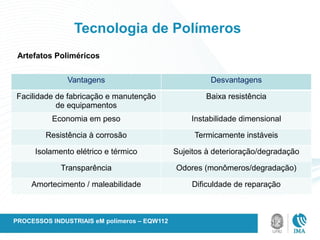
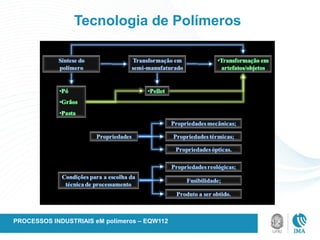
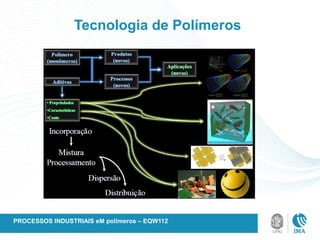
O documento discute processos industriais envolvendo polímeros. Apresenta conceitos sobre ciência dos materiais e polímeros, seguido de detalhes sobre processos como extrusão, moldagem por injeção, sopro e rotação que transformam polímeros em produtos finais. Também aborda aditivos que modificam propriedades dos polímeros e suas aplicações industriais.


























![Meios corrosivos [modo de compatibilidade]](https://cdn.slidesharecdn.com/ss_thumbnails/meioscorrosivosmododecompatibilidade-131122064844-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)








































