• Extrusão (extrusão-sopro;produção de filmes; co-extrusão)
• Injeção (injeção-sopro; co-injeção)
• Termoformação
• Rotomoldagem
• Sopro
• Fiação (via seca, úmida ou por fusão)
• Compressão
• Imersão
Polímeros
Processamento de termoplásticos
3.
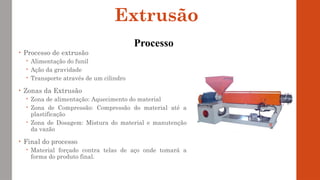
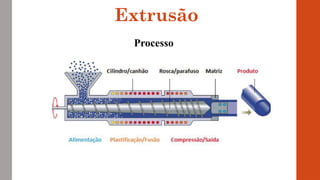
• Processo deextrusão
Alimentação do funil
Ação da gravidade
Transporte através de um cilindro
• Zonas da Extrusão
Zona de alimentação: Aquecimento do material
Zona de Compressão: Compressão do material até a
plastificação
Zona de Dosagem: Mistura do material e manutenção
da vazão
• Final do processo
Material forçado contra telas de aço onde tomará a
forma do produto final.
Extrusão
Processo
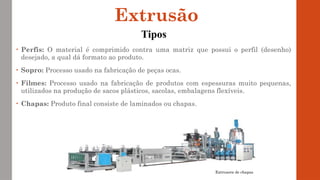
• Perfis: Omaterial é comprimido contra uma matriz que possui o perfil (desenho)
desejado, a qual dá formato ao produto.
• Sopro: Processo usado na fabricação de peças ocas.
• Filmes: Processo usado na fabricação de produtos com espessuras muito pequenas,
utilizados na produção de sacos plásticos, sacolas, embalagens flexíveis.
• Chapas: Produto final consiste de laminados ou chapas.
Extrusora de chapas
Extrusão
Tipos
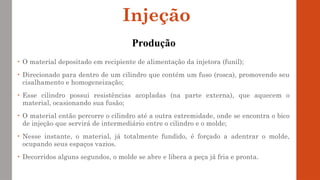
• O materialdepositado em recipiente de alimentação da injetora (funil);
• Direcionado para dentro de um cilindro que contém um fuso (rosca), promovendo seu
cisalhamento e homogeneização;
• Esse cilindro possui resistências acopladas (na parte externa), que aquecem o
material, ocasionando sua fusão;
• O material então percorre o cilindro até a outra extremidade, onde se encontra o bico
de injeção que servirá de intermediário entre o cilindro e o molde;
• Nesse instante, o material, já totalmente fundido, é forçado a adentrar o molde,
ocupando seus espaços vazios.
• Decorridos alguns segundos, o molde se abre e libera a peça já fria e pronta.
Injeção
Produção
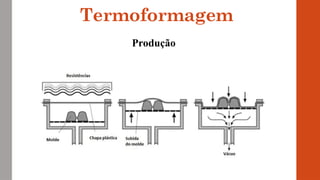
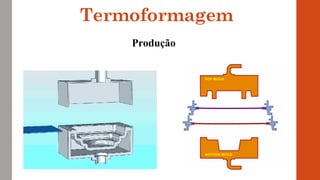
• Processo demoldagem de peças a partir de laminados ou chapas (obtidos por extrusão
ou calandragem).
• Placa fixada na máquina
• Aquecimento da chapa ao vácuo
• Placa toma forma do molde
• Resfriamento
• Rebarbas removidas
• Técnica mais vantajosa, pois envolve moldes mais baratos, de construção mais simples
e materiais de construção mais baratos (madeira, gesso, alumínio).
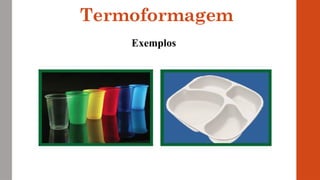
Termoformagem
Produção
• Processo maiscomplexo, a moldagem a sopro envolve o processo de extrusão (do funil
até o molde) e de termoformagem (formação da peça no interior do molde)
• Plástico granulado ou moído despejado no funil da máquina;
• Transporte por uma rosca através de um cilindro;
• Fusão do material pelo calor do atrito;
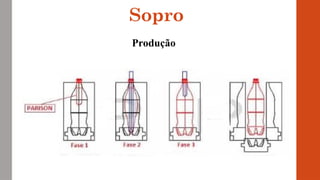
• Material toma forma de uma mangueira, chamada parison;
• O molde é fechado sobre o parison e ocorre o sopro para que tome forma;
• Após resfriamento o molde se abre e ejeta a peça.
Sopro
Produção
Sopro
Produção
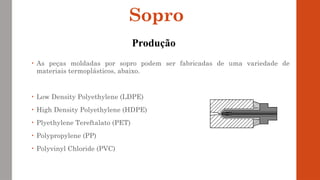
• As peçasmoldadas por sopro podem ser fabricadas de uma variedade de
materiais termoplásticos, abaixo.
• Low Density Polyethylene (LDPE)
• High Density Polyethylene (HDPE)
• Plyethylene Tereftalato (PET)
• Polypropylene (PP)
• Polyvinyl Chloride (PVC)
17.
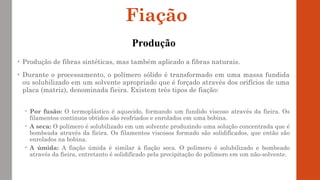
• Produção defibras sintéticas, mas também aplicado a fibras naturais.
• Durante o processamento, o polímero sólido é transformado em uma massa fundida
ou solubilizado em um solvente apropriado que é forçado através dos orifícios de uma
placa (matriz), denominada fieira. Existem três tipos de fiação:
Por fusão: O termoplástico é aquecido, formando um fundido viscoso através da fieira. Os
filamentos contínuos obtidos são resfriados e enrolados em uma bobina.
A seca: O polímero é solubilizado em um solvente produzindo uma solução concentrada que é
bombeada através da fieira. Os filamentos viscosos formado são solidificados, que então são
enrolados na bobina.
A úmida: A fiação úmida é similar à fiação seca. O polímero é solubilizado e bombeado
através da fieira, entretanto é solidificado pela precipitação do polímero em um não-solvente.
Fiação
Produção
18.
• Polímeros naforma de fibras são capazes de serem estirados numa proporção
comprimento-diâmetro 100:1
• Comercialmente sua maior aplicação é na indústria têxtil
• Fibras cortadas (staple fibers) são mais usadas do que fibras contínuas.
• Misturas de fibras cortadas de poliéster/algodão, viscose ou lã, acrílico/lã,
poliéster/nylon dão maior flexibilidade à produção e resulta em fios com propriedades
e caimento especiais.
Fiação
Produção
• Os corposocos podem ser fabricados através de imersão
• Pode ser utilizado no revestimento de tecidos
• Tipos de imersão:
Moldagem por imersão: Mergulha um molde pré aquecido no plastisol durante um período
e gelifica a pasta depositada.
Imersão a quente: Permite o revestimento de objetos como saboneteiras, frascos de vidro,
pinças, para protege-los contra corrosão ou quebra.
Imersão a frio: Utilizada para fabricação de luvas, onde é colocada no molde frio em forma
de mão e depois imersa em um banho de plastisol. Após o banho, o molde é introduzido em
um forno de gelificação.
Imersão
Produção