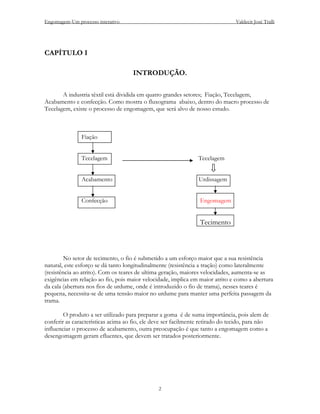
O documento discute o processo de engomagem no setor têxtil. Ele explica que a engomagem é um processo complexo que envolve a interação entre o fio, os produtos de engomagem, a máquina e o operador. O objetivo da engomagem é aumentar a resistência do fio para suportar o esforço do processo de tecelagem. Ele também descreve os principais componentes de uma máquina de engomagem e os fatores que influenciam a qualidade do processo.