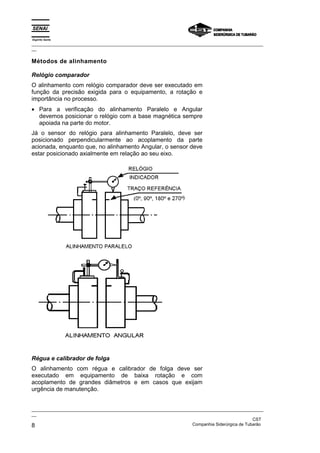
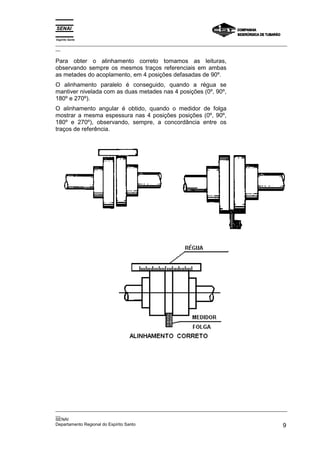
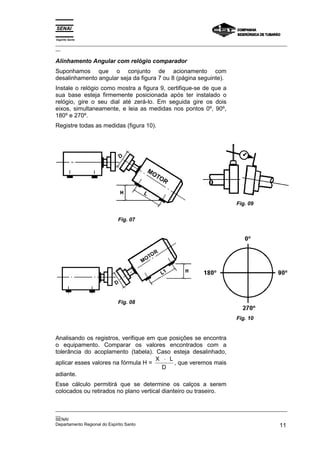
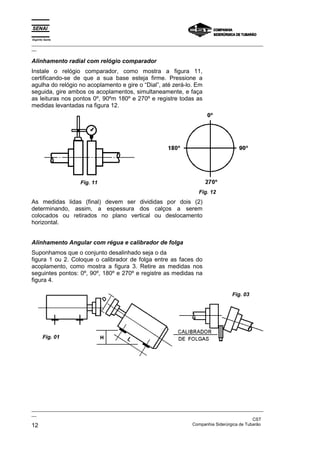
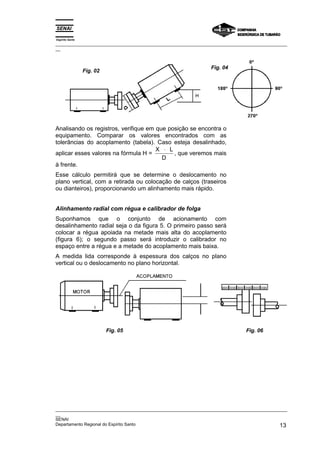
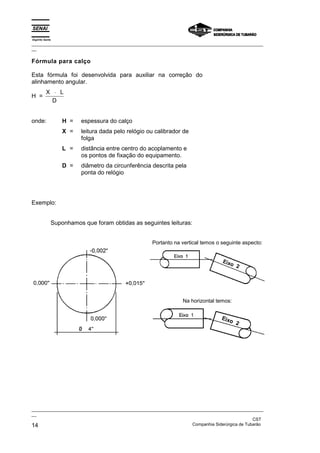
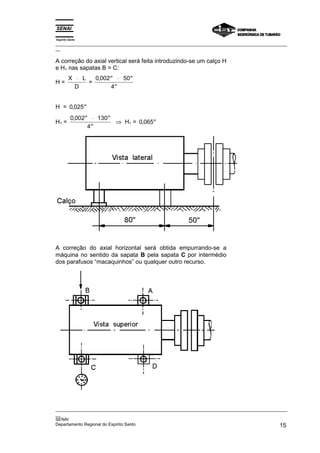
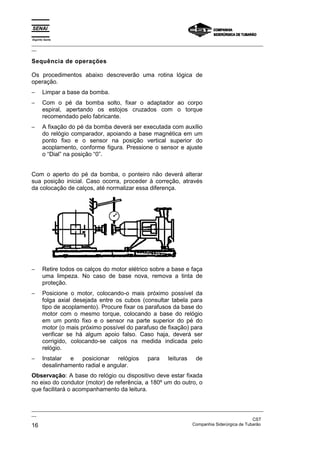
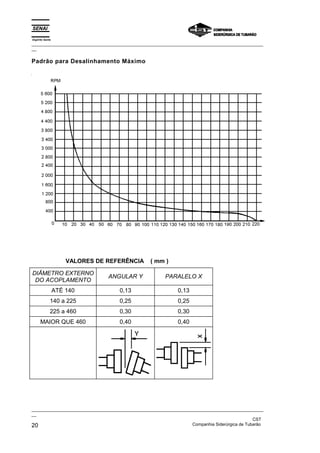
O documento fornece instruções sobre alinhamento de máquinas rotativas, descrevendo tipos de desalinhamento, métodos de alinhamento como relógio comparador e régua, processo de alinhamento, fórmula para calcular espessura de calços e sequência de operações.