Um alinhamento apropriadoirá eliminar forças nos componentes na máquina
desalinhada.
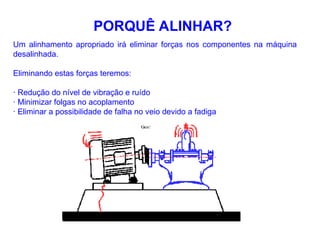
Eliminando estas forças teremos:
· Redução do nível de vibração e ruído
· Minimizar folgas no acoplamento
· Eliminar a possibilidade de falha no veio devido a fadiga
PORQUÊ ALINHAR?
3.
Eixos de maquinasrotativas industriais, tais como bombas,
compressores, ventiladores, redutores, etc., normalmente são conectados aos
eixos de seus acionadores (motores elétricos, motores endotérmicos, turbinas)
através de acoplamentos flexíveis.
Esses acoplamentos são usados porque partidas ou paradas, desvios
térmicos e tensões podem causar movimentos relativos entre os eixos.
Todos os acoplamentos flexíveis têm limites dentro dos quais podem
operar sem falha ou desgaste irregular mas, mesmo operando dentro dos
limites de projeto, geram alguma resistência contra sua flexibilidade.
A resistência aumenta a medida que o desalinhamento é maior,
gerando cargas indesejáveis sobre os elementos das maquinas, provocando
desgaste prematuro ou falhas inesperadas que causam , na maioria das vezes, a
redução ou paralisação do processo produtivo das industrias.
INTRODUÇÃO
4.
Resulta evidente queo alinhamento perfeito dos eixos das maquinas é
fundamental para evitar a falha prematura dos rolamentos, fadiga do eixo,
problemas de vedação e vibrações, alem do perigo de superaquecimento e
consumo excessivo de energia.
Foram desenvolvidos vários processos de alinhamento, o método mais
sofisticado atualmente em uso efetua as leituras pôr meio de um sistema ótico
com raio laser.
INTRODUÇÃO
5.
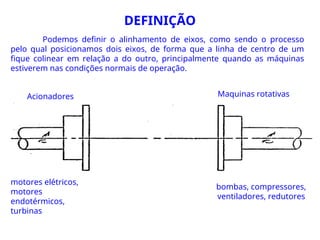
DEFINIÇÃO
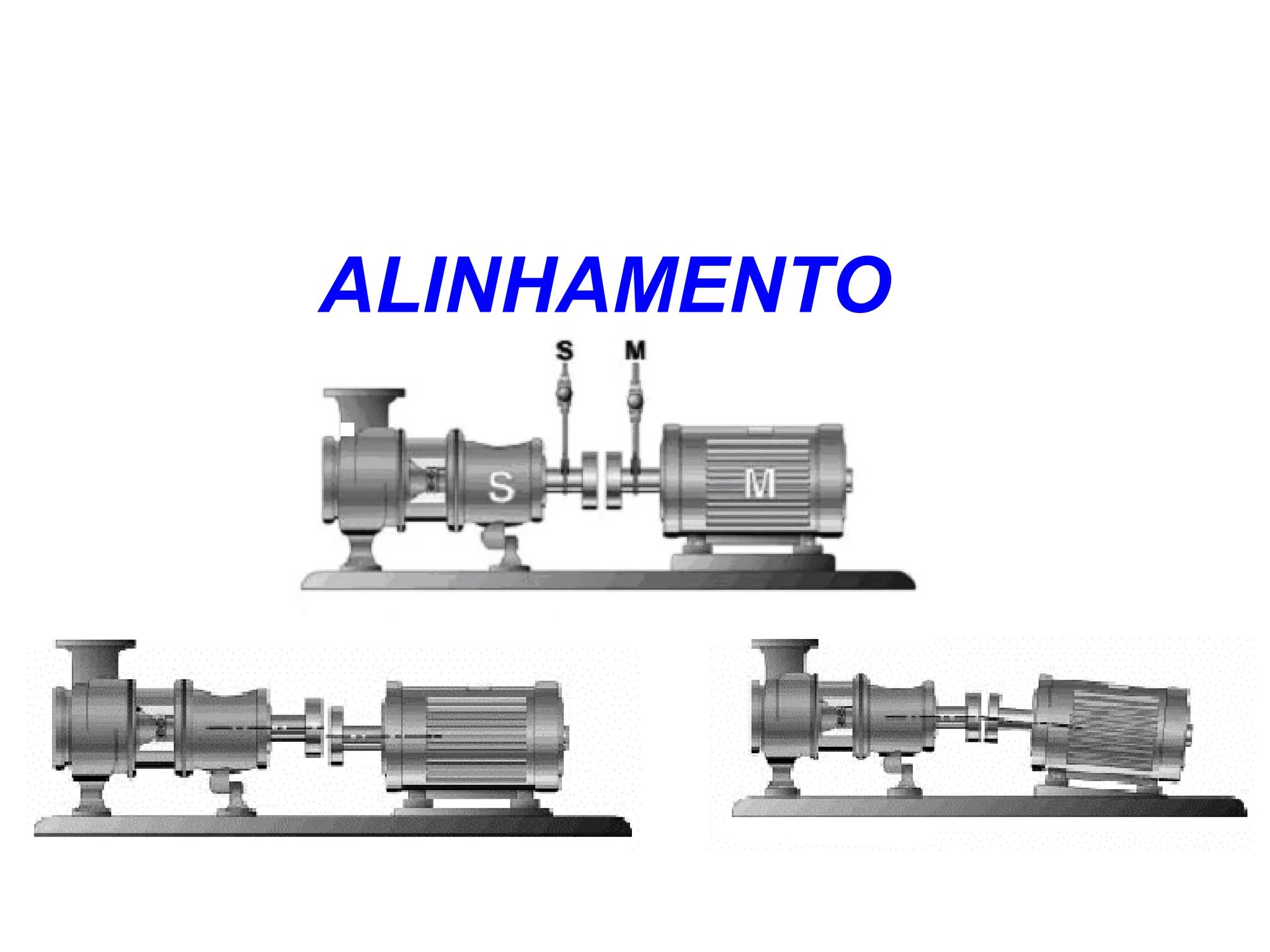
Podemos definir oalinhamento de eixos, como sendo o processo
pelo qual posicionamos dois eixos, de forma que a linha de centro de um
fique colinear em relação a do outro, principalmente quando as máquinas
estiverem nas condições normais de operação.
Maquinas rotativas
Acionadores
bombas, compressores,
ventiladores, redutores
motores elétricos,
motores
endotérmicos,
turbinas
6.
Pela definição podemos,concluímos que, na maioria dos casos, a
posição a frio (com as maquinas paradas e na temperatura ambiente) dos eixos
alinhados não deve ter colinearidade entre suas linhas de centro, pois se deve
considerar a dilatação ou contração (conseqüência das temperaturas de
operação).
DEFINIÇÃO
7.
TIPOS DE ALINHAMENTOS
ALINHAMENTOA FRIO – procedimento de alinhamento feito com as
maquinas paradas nas condições do ambiente. Apesar de normalmente
chamado de “a frio”, a designação mais correta seria, “alinhamento nas
condições do ambiente”, pois, existem maquinas que em operação normal,
trabalham com temperaturas abaixo da do ambiente.
O “alinhamento a frio”, deve prever as dilatações ocorridas nos equipamentos
ao atingem as condições de operação. Para compensação dessas dilatações,
normalmente não deixamos os eixos colineares, o que só vai acontecer (dentro
de determinadas tolerâncias) após as maquinas atingirem as condições
normais de operação (situação na qual, já se estabilizaram as dilatações ou
contrações
térmicas, esforços internos e externos, etc.).
8.
TIPOS DE ALINHAMENTOS
ALINHAMENTOA QUENTE – procedimento de alinhamento feito com as
maquinas paradas sob as condições de operação. Quando podemos executar
o alinhamento com as maquinas paradas sob as condições operacionais, o
“alinhamento a quente” è de extrema utilidade, pois, podemos deixar os eixos
colineares, porque não haverá mudança de posição relativa entre eles
quando as maquinas estiverem rodando.
Na grande maioria dos casos, isso não é possível, sendo apenas, em poucas
situações, feita uma verificação do alinhamento a quente, imediatamente
após a parada das maquinas nas condições normais de operação, com o
intuito de verificar se o alinhamento a frio foi feito corretamente.
9.
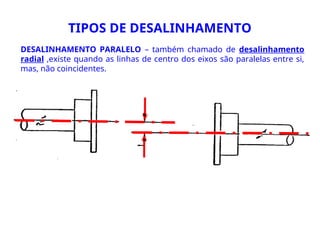
DESALINHAMENTO PARALELO –também chamado de desalinhamento
radial ,existe quando as linhas de centro dos eixos são paralelas entre si,
mas, não coincidentes.
TIPOS DE DESALINHAMENTO
10.
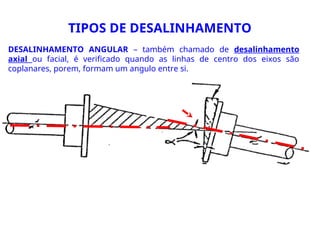
TIPOS DE DESALINHAMENTO
DESALINHAMENTOANGULAR – também chamado de desalinhamento
axial ou facial, é verificado quando as linhas de centro dos eixos são
coplanares, porem, formam um angulo entre si.
11.
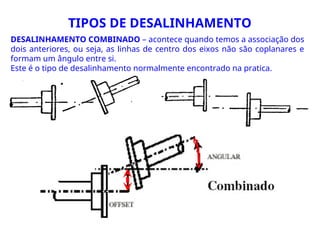
DESALINHAMENTO COMBINADO –acontece quando temos a associação dos
dois anteriores, ou seja, as linhas de centro dos eixos não são coplanares e
formam um ângulo entre si.
Este é o tipo de desalinhamento normalmente encontrado na pratica.
TIPOS DE DESALINHAMENTO
12.
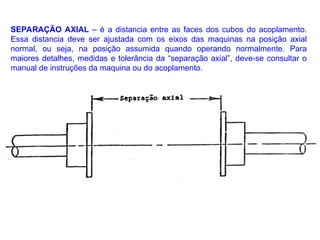
SEPARAÇÃO AXIAL –é a distancia entre as faces dos cubos do acoplamento.
Essa distancia deve ser ajustada com os eixos das maquinas na posição axial
normal, ou seja, na posição assumida quando operando normalmente. Para
maiores detalhes, medidas e tolerância da “separação axial”, deve-se consultar o
manual de instruções da maquina ou do acoplamento.
13.
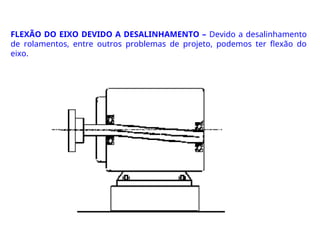
FLEXÃO DO EIXODEVIDO A DESALINHAMENTO – Devido a desalinhamento
de rolamentos, entre outros problemas de projeto, podemos ter flexão do
eixo.
14.
Alguns acoplamentos podemsuportar por longos períodos de
funcionamento desalinhamentos severos, no entanto, alguns componentes
mecânicos não suportam esse mesmo desalinhamento.
A função principal de um acoplamento é transmitir potência entre
uma máquina e outra, enquanto compensa pequenos desalinhamentos,
deflexão do eixo ou variações de temperatura.
As forças criadas pelo desalinhamento são passadas para os
componentes mecânicos, originando falhas prematuras.
EFEITOS DO DESALINHAMENTO EM EQUIPAMENTOS ROTATIVOS
15.
VIBRAÇÃO
Alem de sero principal efeito, a vibração é o primeiro sintoma que
indica a existência de um mau alinhamento entre eixos.
As características da vibração ocasionadas por desalinhamento
dependem do tipo de desalinhamento e de sua extensão ou grau.
As forças resultantes do desalinhamento em um acoplamento são
geralmente “compartilhadas” entre as máquinas acopladas. Como resultado,
as amplitudes de vibração medidas nas unidades motora e movidas vão
apresentar um nível razoavelmente próximo. É claro que diferentes massas e
rigidez vão resultar em amplitudes de vibração levemente diferentes.
O desalinhamento ocorre em uma certa direção e, como resultado, as
forças radiais não serão uniformemente aplicadas em todas as direções.
EFEITOS DO DESALINHAMENTO EM EQUIPAMENTOS ROTATIVOS
17.
Acoplamentos e mancais
Esseselementos são as peças que primeiro sentirão os efeitos do
desalinhamento, pois, os movimentos relativos entre eixos geram cargas que
serão absorvidas por eles, causando desgaste prematuro e possível falha.
EFEITOS DO DESALINHAMENTO EM EQUIPAMENTOS ROTATIVOS
18.
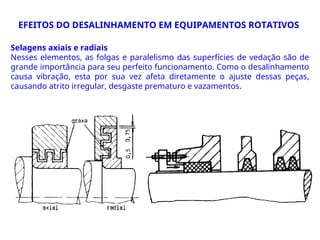
Selagens axiais eradiais
Nesses elementos, as folgas e paralelismo das superfícies de vedação são de
grande importância para seu perfeito funcionamento. Como o desalinhamento
causa vibração, esta por sua vez afeta diretamente o ajuste dessas peças,
causando atrito irregular, desgaste prematuro e vazamentos.
EFEITOS DO DESALINHAMENTO EM EQUIPAMENTOS ROTATIVOS
19.
Engrenagens
Nessas peças, também,a vibração causada pelo desalinhamento gera
problemas ao engrenamento, o que alem de acelerar o desgaste dos dentes,
aumenta consideravelmente o nível de ruído.
EFEITOS DO DESALINHAMENTO EM EQUIPAMENTOS ROTATIVOS
20.
Eixos
Dependendo de suarobustez, quando sujeitos as cargas geradas pelo
desalinhamento, os eixos podem sofrer empenos, atrito com peças
estacionárias ou até mesmo vir a fraturar por fadiga
EFEITOS DO DESALINHAMENTO EM EQUIPAMENTOS ROTATIVOS
21.
MÉTODOS DE ALINHAMENTO
Ométodo de alinhamento mais antigo era executado recorrendo a uma
régua e esquadro. Este método era aceitável se a máquina funcionasse a baixas
rotações. Este método é um bom procedimento quando se inicia o processo de
alinhamento.
Depois de executar este primeiro procedimento, algo mais era
necessário ser feito para continuar o processo de alinhamento. A utilização de
apalpa folgas e comparadores é agora utilizado para se conseguir alinhamento
de precisão. Quando usados de forma apropriada, estas ferramentas podem dar
bons resultados.
Os erros mais comuns no alinhamento são:
· Erros na preparação do trabalho
· Travões dos indicadores danificados
· Omissão da “deflexão” das barras de suporte dos comparadores nos cálculos
· Erros na leitura dos comparadores e na interpretação dos dados
· Incorreta movimentação da máquina
22.
MÉTODOS DE ALINHAMENTO
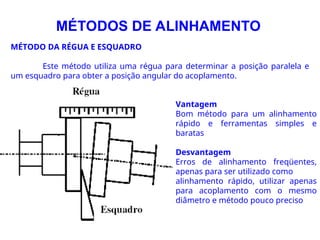
MÉTODODA RÉGUA E ESQUADRO
Este método utiliza uma régua para determinar a posição paralela e
um esquadro para obter a posição angular do acoplamento.
Vantagem
Bom método para um alinhamento
rápido e ferramentas simples e
baratas
Desvantagem
Erros de alinhamento freqüentes,
apenas para ser utilizado como
alinhamento rápido, utilizar apenas
para acoplamento com o mesmo
diâmetro e método pouco preciso
23.
MÉTODOS DE ALINHAMENTO
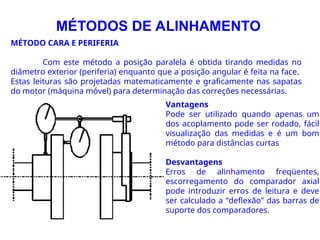
MÉTODOCARA E PERIFERIA
Com este método a posição paralela é obtida tirando medidas no
diâmetro exterior (periferia) enquanto que a posição angular é feita na face.
Estas leituras são projetadas matematicamente e graficamente nas sapatas
do motor (máquina móvel) para determinação das correções necessárias.
Vantagens
Pode ser utilizado quando apenas um
dos acoplamento pode ser rodado, fácil
visualização das medidas e é um bom
método para distâncias curtas
Desvantagens
Erros de alinhamento freqüentes,
escorregamento do comparador axial
pode introduzir erros de leitura e deve
ser calculado a “deflexão” das barras de
suporte dos comparadores.
24.
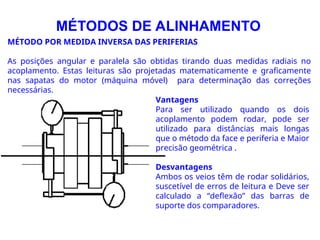
MÉTODO POR MEDIDAINVERSA DAS PERIFERIAS
As posições angular e paralela são obtidas tirando duas medidas radiais no
acoplamento. Estas leituras são projetadas matematicamente e graficamente
nas sapatas do motor (máquina móvel) para determinação das correções
necessárias.
MÉTODOS DE ALINHAMENTO
Vantagens
Para ser utilizado quando os dois
acoplamento podem rodar, pode ser
utilizado para distâncias mais longas
que o método da face e periferia e Maior
precisão geométrica .
Desvantagens
Ambos os veios têm de rodar solidários,
suscetível de erros de leitura e Deve ser
calculado a “deflexão” das barras de
suporte dos comparadores.
25.
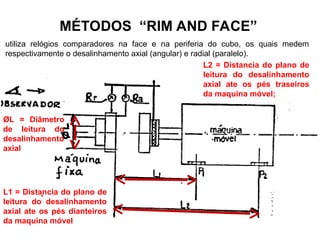
utiliza relógios comparadoresna face e na periferia do cubo, os quais medem
respectivamente o desalinhamento axial (angular) e radial (paralelo).
MÉTODOS “RIM AND FACE”
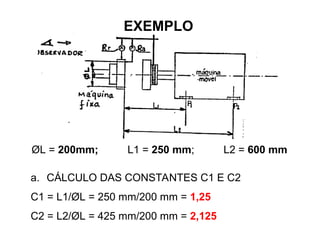
L2 = Distancia do plano de
leitura do desalinhamento
axial ate os pés traseiros
da maquina móvel;
ØL = Diâmetro
de leitura do
desalinhamento
axial
L1 = Distancia do plano de
leitura do desalinhamento
axial ate os pés dianteiros
da maquina móvel
26.
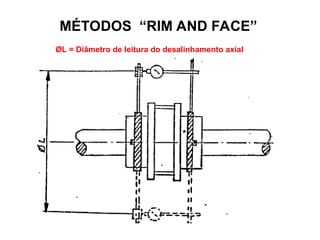
ØL = Diâmetrode leitura do desalinhamento axial
MÉTODOS “RIM AND FACE”
27.
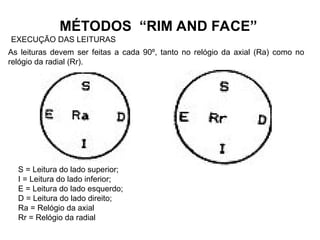
EXECUÇÃO DAS LEITURAS
MÉTODOS“RIM AND FACE”
As leituras devem ser feitas a cada 90º, tanto no relógio da axial (Ra) como no
relógio da radial (Rr).
S = Leitura do lado superior;
I = Leitura do lado inferior;
E = Leitura do lado esquerdo;
D = Leitura do lado direito;
Ra = Relógio da axial
Rr = Relógio da radial
28.
ØL = 200mm;L1 = 250 mm; L2 = 600 mm
EXEMPLO
a. CÁLCULO DAS CONSTANTES C1 E C2
C1 = L1/ØL = 250 mm/200 mm = 1,25
C2 = L2/ØL = 425 mm/200 mm = 2,125
29.
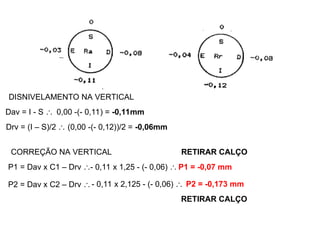
DISNIVELAMENTO NA VERTICAL
Dav= I - S 0,00 -(- 0,11) = -0,11mm
Drv = (I – S)/2 (0,00 -(- 0,12))/2 = -0,06mm
P1 = Dav x C1 – Drv
P2 = Dav x C2 – Drv
CORREÇÃO NA VERTICAL
- 0,11 x 1,25 - (- 0,06) P1 = -0,07 mm
- 0,11 x 2,125 - (- 0,06) P2 = -0,173 mm
RETIRAR CALÇO
RETIRAR CALÇO
30.
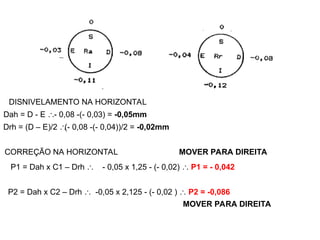
DISNIVELAMENTO NA HORIZONTAL
Dah= D - E - 0,08 -(- 0,03) = -0,05mm
Drh = (D – E)/2
(- 0,08 -(- 0,04))/2 = -0,02mm
P1 = Dah x C1 – Drh - 0,05 x 1,25 - (- 0,02) P1 = - 0,042
P2 = Dah x C2 – Drh -0,05 x 2,125 - (- 0,02 ) P2 = -0,086
CORREÇÃO NA HORIZONTAL
MOVER PARA DIREITA
MOVER PARA DIREITA
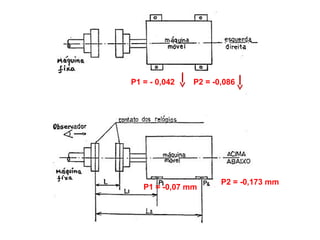
31.
P1 = -0,042 P2 = -0,086
P1 = -0,07 mm
P2 = -0,173 mm
32.
BIBIOGRAFIA
[1] – ApostilaALINHAMENTO DE MÁQUINAS (TECNOLOGIA LASER), SENAI - Salvador, 2004. 48 p. il. (Rev.01);
[2] – ALINHAMENTO DE ACOPLAMENTOS. Disponível em: <http://83.240.136.253/Miit/Portals/0/Inspecao/Artigos/alinhamento
%20de%20acoplamentos.pdf>. Acesso em agosto 2009;



![BIBIOGRAFIA
[1] – Apostila ALINHAMENTO DE MÁQUINAS (TECNOLOGIA LASER), SENAI - Salvador, 2004. 48 p. il. (Rev.01);
[2] – ALINHAMENTO DE ACOPLAMENTOS. Disponível em: <http://83.240.136.253/Miit/Portals/0/Inspecao/Artigos/alinhamento
%20de%20acoplamentos.pdf>. Acesso em agosto 2009;](https://image.slidesharecdn.com/alinhamento-250422193450-79e31e93/85/Alinhamento-ppt-32-320.jpg)














