Transferir como PDF, PPTX







![Tipo de operação Manual
Taxa de deposição 1 A 5 kg/h
Espessura soldada [2 – 200] mm
Posições Todas (depende do revestimento)
Tipos de juntas Todas
Diluição 25 – 35%
Faixa de corrente (75 a 300) A](https://image.slidesharecdn.com/02-processoeletrodorevestido-240724015258-2ed9afc4/85/SOLDAGEM-PELO-PROCESSO-ELETRODO-REVESTIDO-30-320.jpg)


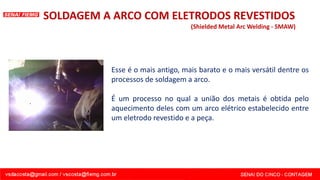
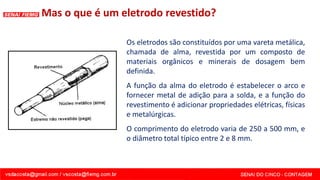
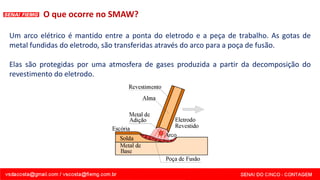
O documento descreve o processo de soldagem SMAW (Shielded Metal Arc Welding), que utiliza eletrodos revestidos para unir metais. Ele detalha os tipos de revestimentos dos eletrodos, suas funções, e os parâmetros de soldagem que influenciam a qualidade da solda, além de abordar a importância de equipamentos de proteção individual e a classificação dos eletrodos segundo normas específicas. O SMAW é destacada como uma técnica flexível ideal para diversas aplicações, inclusive em áreas de difícil acesso.



































































