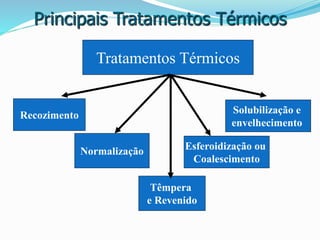
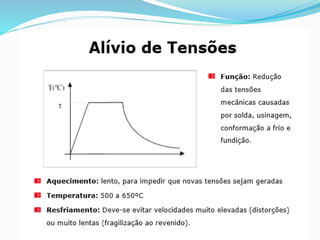
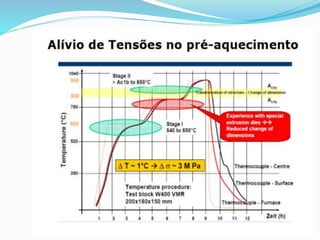
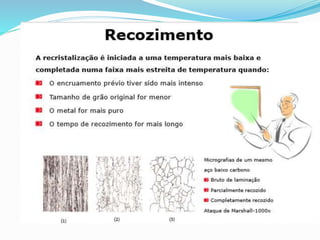
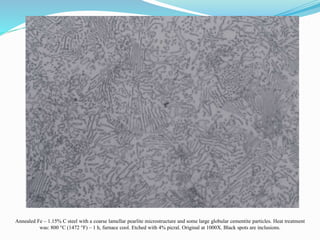
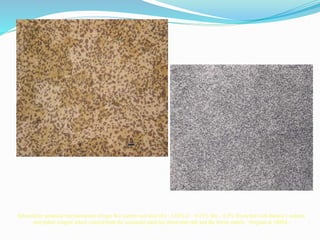
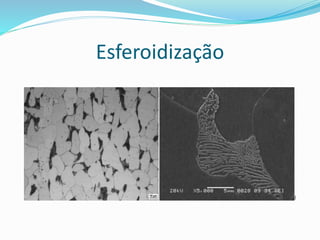
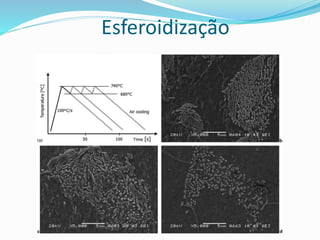
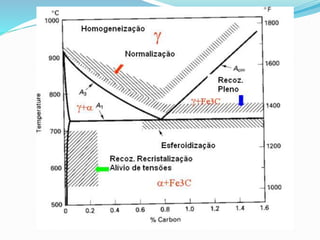
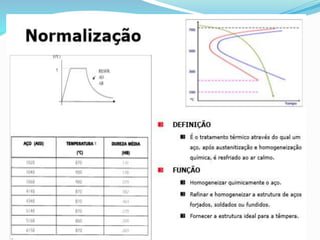
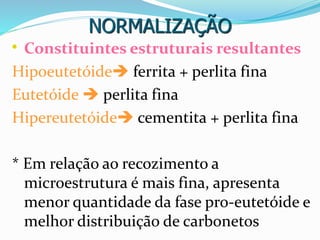
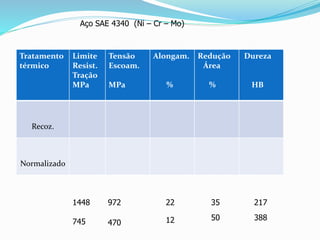
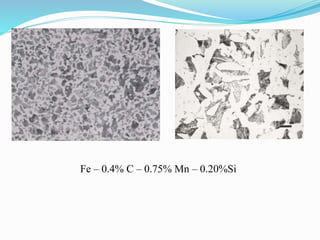
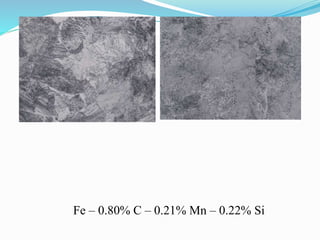
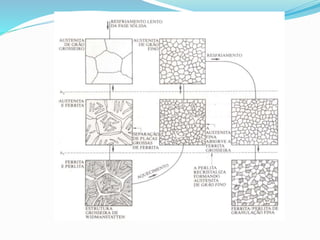
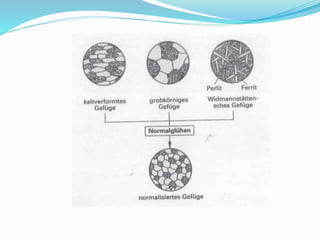
O documento discute vários tratamentos térmicos aplicados aos aços, incluindo recozimento, normalização e esferoidização. Recozimento é usado para remover tensões internas e melhorar a usinabilidade, enquanto normalização produz uma microestrutura mais fina. Esferoidização cria uma estrutura globular de carbonetos para melhorar a usinabilidade dos aços de alto carbono.















![Tratamentos térmicos [spectru]](https://cdn.slidesharecdn.com/ss_thumbnails/tratamentostrmicosspectru-211028152549-thumbnail.jpg?width=640&height=640&fit=bounds)















