Transferir como PDF, PPTX








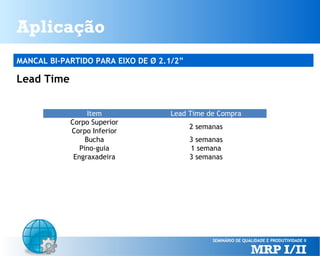
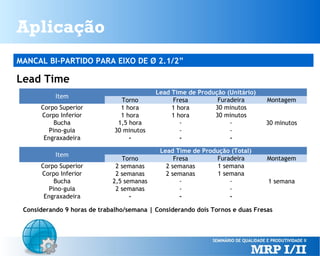
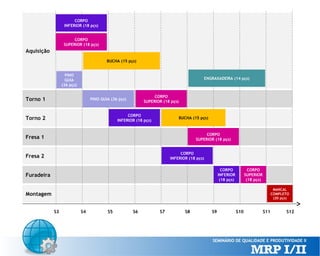
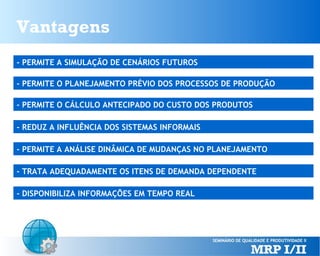


O documento aborda o MRP I e II, sistemas de planejamento utilizados para aumentar a produtividade nas empresas, com foco na gestão eficiente de materiais e recursos. Descreve princípios, aplicações e vantagens do MRP, incluindo a necessidade de informações precisas e comprometimento da gestão. Além disso, discute desvantagens e a importância de capacitação e gerenciamento na implementação do sistema.









![[Planejamento e controle da produ -o - tubino] lista de exerc-cios resolvidos](https://cdn.slidesharecdn.com/ss_thumbnails/planejamentoecontroledaprodu-o-tubinolistadeexerc-ciosresolvidos-150819234310-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)












































