Baixado 191 vezes




![A.2 Calculo da abertura entrada em trab. (E)
As aberturas de entrada em trabalho são uma relação da abertura de saída em
trabalho. Hoje em dia, com o uso de chutes "Donnely" e a aplicação de solda nas
superfícies dos rolos, podemos usar as seguintes relações.
Primeiro terno = 2,0 : 1
Outros ternos = 1,8 : 1
ou seja:
primeiro terno E = 2,0S
outros ternos E = 1,8S
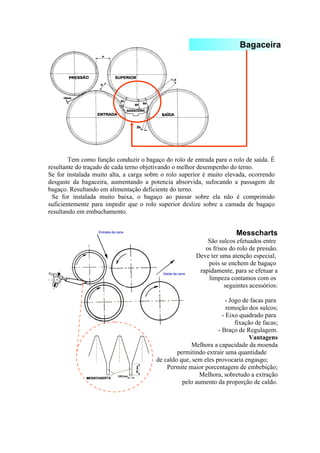
A.3 Abertura de saída em repouso
A abertura de saída em repouso [s] é:
s = S - 0,8L
Onde:
s = abertura de saída em repouso
S = abertura de saída em trabalho
L = 30% da oscilação máxima do rolo
Superior
Este valor normalmente varia entre 15 e 40mm. É boa pratica escolher em torno
de 30% pelas seguintes razões:
1 - Permite uma margem caso um objeto estranho passe através da moenda;
2 - Permite suficiente "jogo" no rolo superior, caso o ajuste da velocidade não
seja suficiente para compensar uma alteração na massa de fibra por hora, que
sempre acontece.
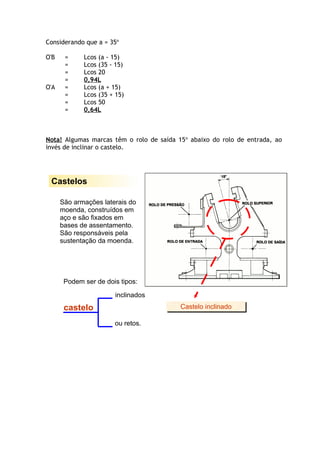
Considere que DP = DT visto que é muito pequeno.
Em
moendas que tem castelos inclinados a
15o em relação a entrada
s = 0,94L
e = 0,64L
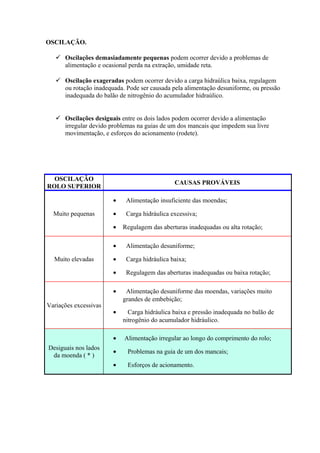
S = DT + Ftcosa - (R + R1)
s = DT - (R + R1)
K = Ftcosa + s
Ou
s = S - Ftcosa
s = S - Lcosa
s = S - Lcos35
s = S - 0,8L
S = DF - (R + R1)
s = DT - (R + R1)
DF = DP + DF
= DP + Ftcosa
= DT + Ftcosa
S = DT + Ftcosa - (R + R1)
s = DT - (R + R1)](https://image.slidesharecdn.com/regulagemdasmoendas-141128051823-conversion-gate01/85/Regulagem-das-moendas-5-320.jpg)
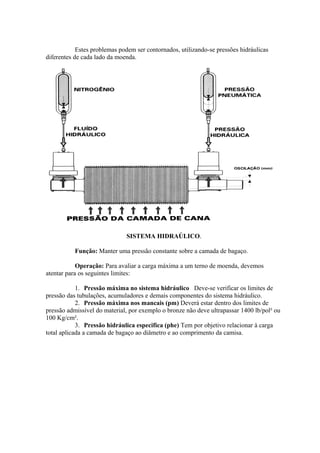
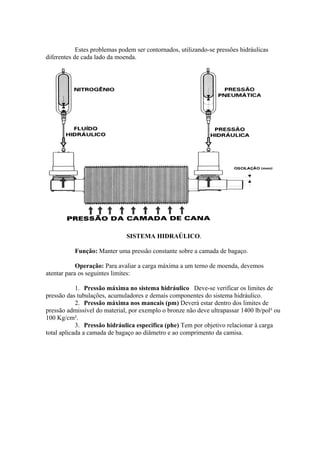

O documento descreve os procedimentos para regulagem de moendas de cana-de-açúcar, incluindo o cálculo das aberturas entre os rolos, a posição dos rolos e o traçado da bagaceira. O cálculo das aberturas leva em conta fatores como a taxa de moagem, diâmetro dos rolos, rotação e teor de fibra na cana e no bagaço.






















































