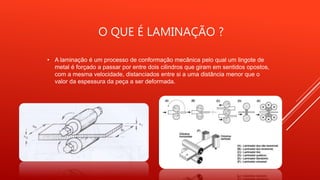
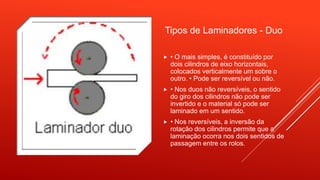
O documento descreve os processos de laminação a quente e a frio. A laminação é um processo de conformação mecânica que deforma lingotes de metal passando-os entre cilindros giratórios. A laminação a quente ocorre a altas temperaturas e produz chapas ou perfis. A laminação a frio reduz ainda mais a espessura das chapas. Existem diferentes tipos de laminadores e defeitos podem ocorrer durante o processo.