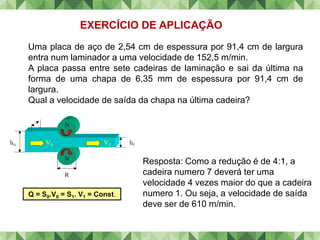
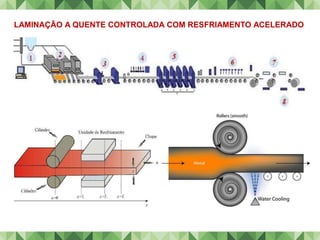
* Espessura inicial da placa: 2,54 cm = 25,4 mm
* Espessura final da chapa: 6,35 mm
* Largura inicial e final: 91,4 cm = 914 mm
* Velocidade inicial: 152,5 m/min
* Número de cadeiras: 7
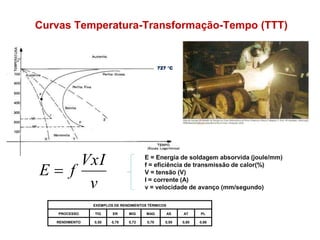
* Fórmula para cálculo da velocidade final:
Vf = Vi * (Ei/Ef)
* Onde:
Vf = Velocidade final
Vi = Velocidade inicial
Ei = Espessura inicial
Ef = Espessura final
* Calculando:
Vf = 152,5