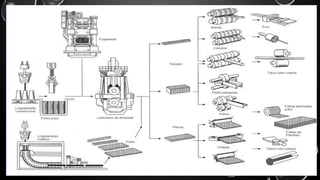
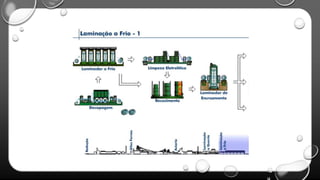
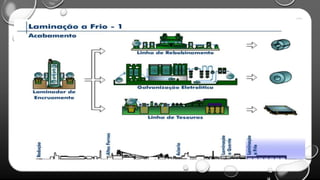
Este documento descreve o processo de laminação mecânica. Ele fornece detalhes sobre os tipos de laminação quente e a frio e os equipamentos usados nesses processos. Também explica os benefícios da laminação, como alta produtividade e controle dimensional preciso dos produtos. Por fim, lista alguns defeitos comuns em produtos laminados.