1 - O documento descreve o processo de soldagem MIG/MAG, incluindo os principais componentes, técnicas, vantagens e desvantagens.
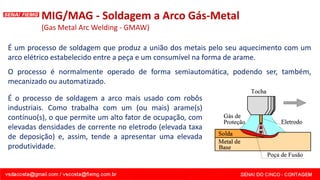
2 - O processo utiliza um arco elétrico entre o arame e a peça para fundir os metais, protegidos por um fluxo de gás.
3 - Existem diferentes modos de transferência do metal incluindo curto-circuito, globular e spray, influenciados por fatores como corrente e diâmetro do arame.