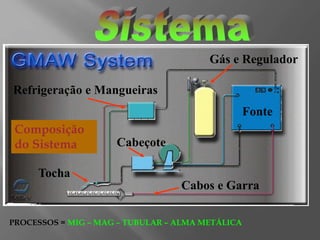
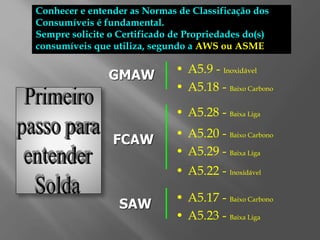
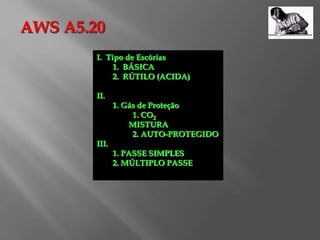
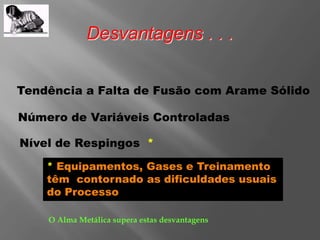
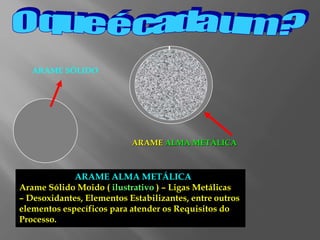
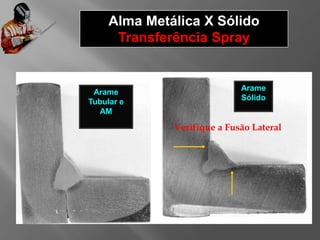
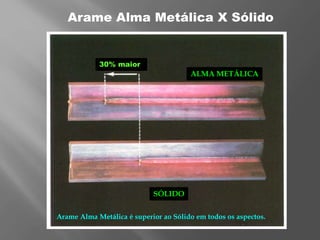
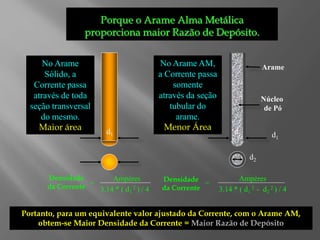
O documento apresenta informações sobre processos de soldagem semi-automática com arame, como MIG, MAG, soldagem com arame tubular e com arame de alma metálica. O autor, Jeferson Paulo da Silva, é técnico em soldagem e fornece detalhes sobre cada processo, incluindo características, vantagens, desvantagens e fatores que influenciam a escolha do processo adequado para cada aplicação.










































































![Trabalho ..[1] trabalho de soldadura](https://cdn.slidesharecdn.com/ss_thumbnails/trabalho-1-trabalhodesoldadura-110529182127-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

























