Baixado 204 vezes



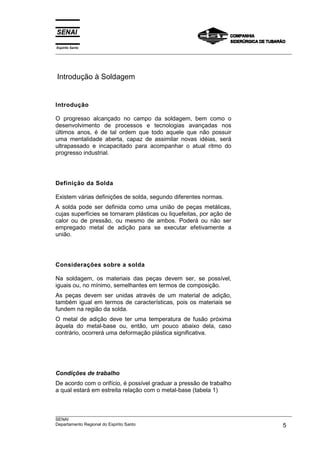


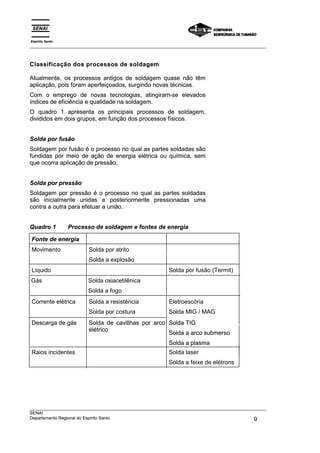

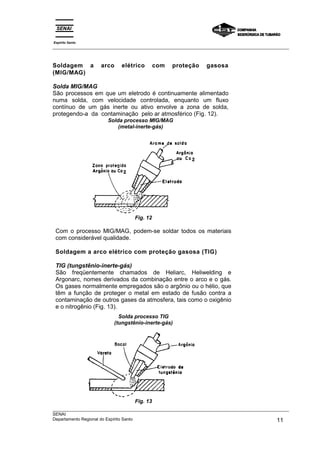
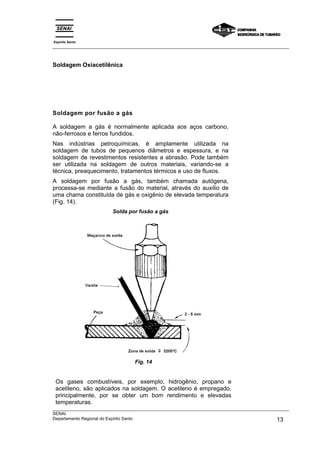







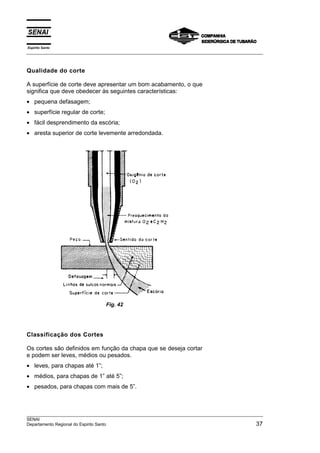







































Introdução à Soldagem O documento apresenta informações sobre processos de soldagem e corte, incluindo: 1) Uma introdução sobre soldagem, definindo o processo e apresentando fontes de calor utilizadas como o arco elétrico e a chama oxiacetilênica. 2) Detalhes sobre os principais processos de soldagem como a soldagem oxiacetilênica, solda a arco elétrico, solda MIG/MAG e solda TIG. 3) Uma seção sobre corte por ação térmica e










![[Apostila] Processo De Soldagem E Corte 1 Senai](https://cdn.slidesharecdn.com/ss_thumbnails/apostilaprocessodesoldagemecorte1-senai-100411170841-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)




![[Apostila] Processo De Soldagem E Corte 2 Senai](https://cdn.slidesharecdn.com/ss_thumbnails/apostilaprocessodesoldagemecorte2-senai-100412043602-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)



















































