Baixar para ler offline



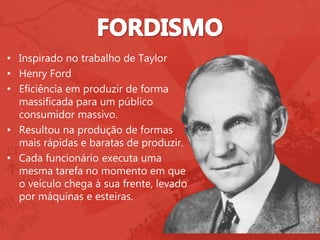






O documento descreve como a Toyota desenvolveu práticas de produção mais eficientes em contraste com o modelo fordista, como o sistema just-in-time que produz apenas o necessário no momento certo através de melhorias contínuas e eliminação de desperdícios. Também apresenta outros conceitos como o toyotismo, com foco na qualidade e redução de estoques, que permitiu à indústria japonesa superar os desafios da época.





















































