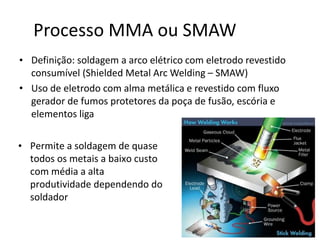
O documento descreve o processo de soldagem com eletrodo revestido, incluindo equipamentos, consumíveis, técnicas e defeitos comuns. É um processo manual que usa eletrodos revestidos para gerar um arco elétrico e soldar metais. Requer habilidade do soldador para controlar o arco e obter soldas de qualidade.