Baixado 41 vezes







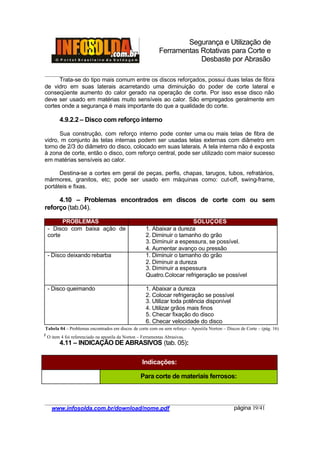
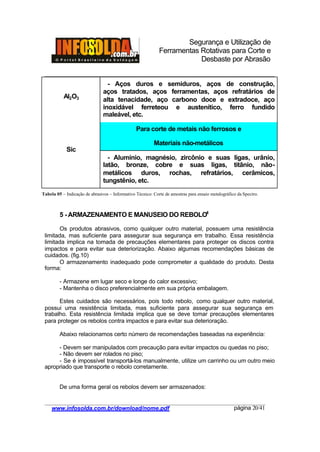













O documento discute a segurança e uso de ferramentas rotativas abrasivas para corte e desbaste. Ele explica os conceitos físicos envolvidos no uso dessas ferramentas, incluindo esforços estáticos e dinâmicos. Também destaca a importância de seguir procedimentos de segurança para proteger os operadores e equipamentos.












































































