Baixar para ler offline


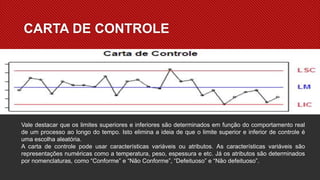


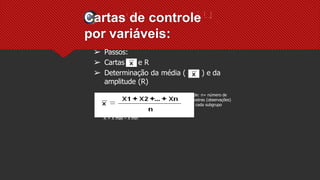
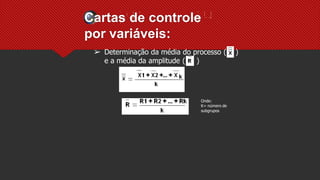
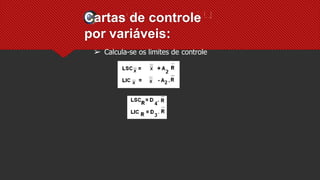

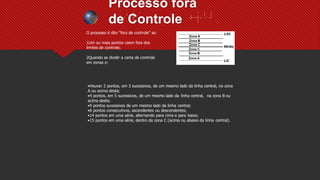





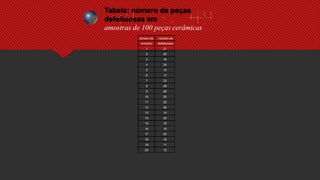

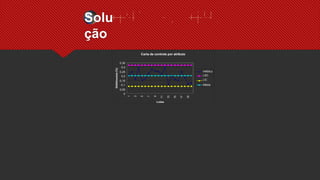







O documento descreve as sete ferramentas da qualidade, com foco na carta de controle. A carta de controle é uma ferramenta gráfica que auxilia no monitoramento de processos e variações através de limites estatísticos de controle. Ela pode identificar causas especiais de variação que levam o processo para fora de controle estatístico.























![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

































