






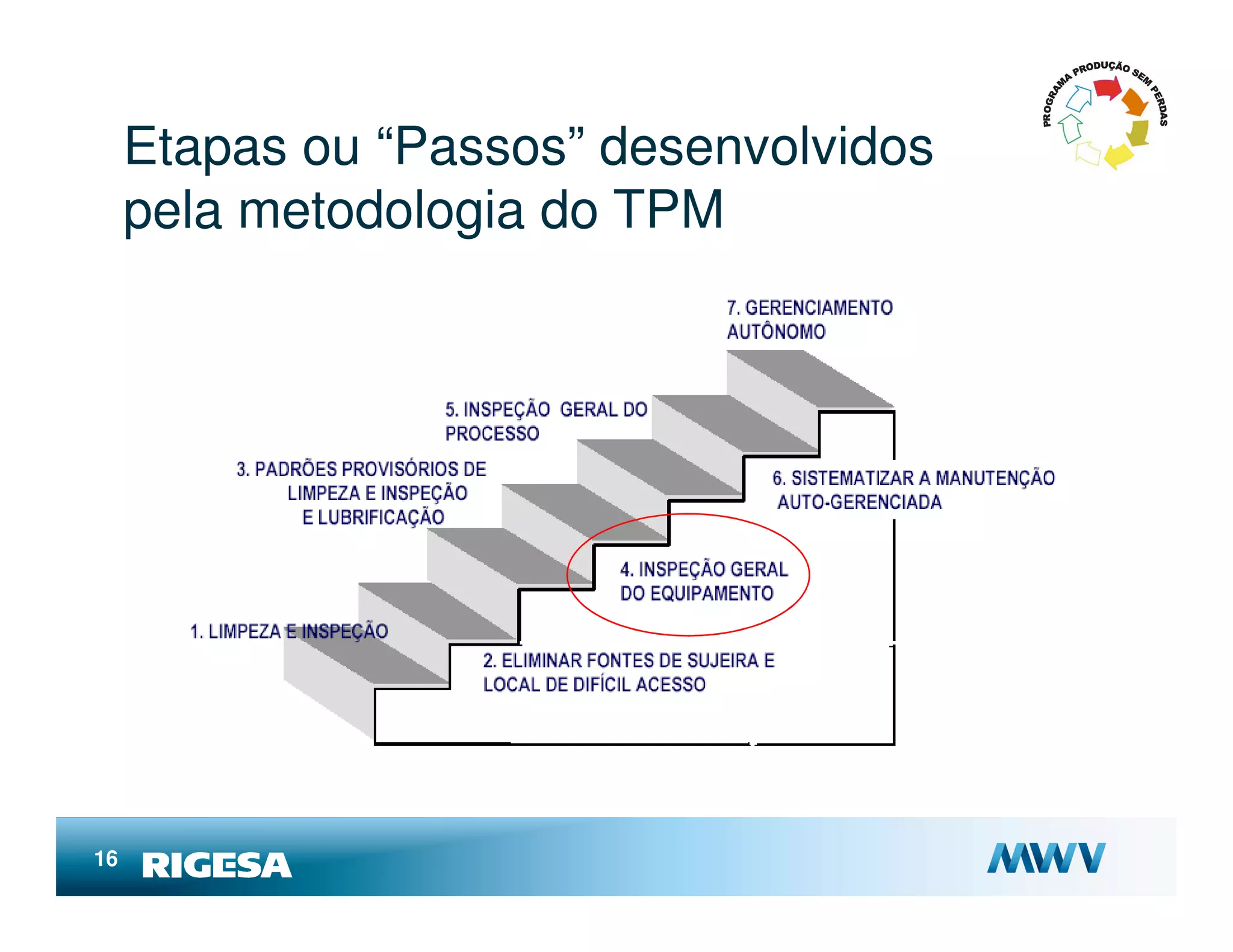

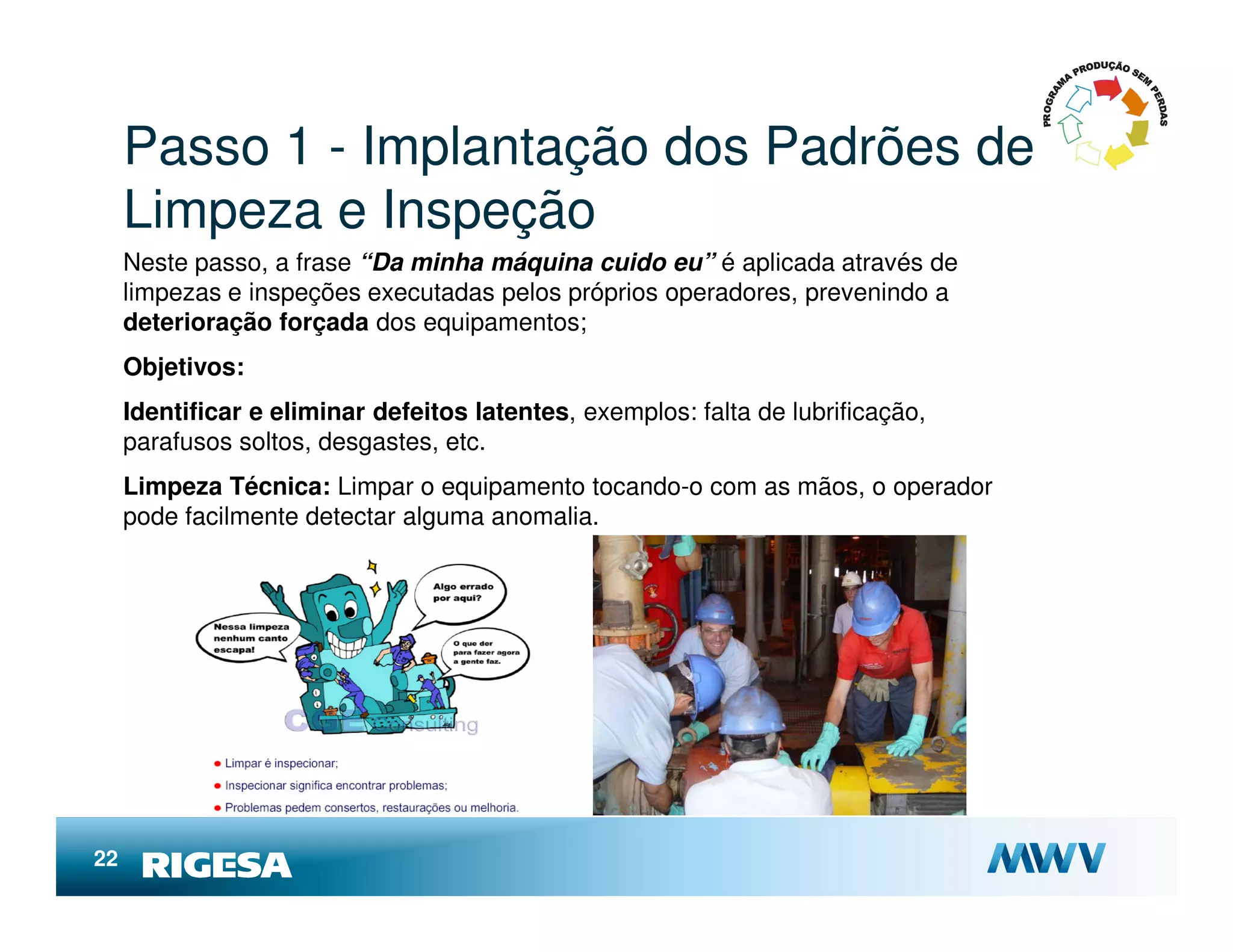
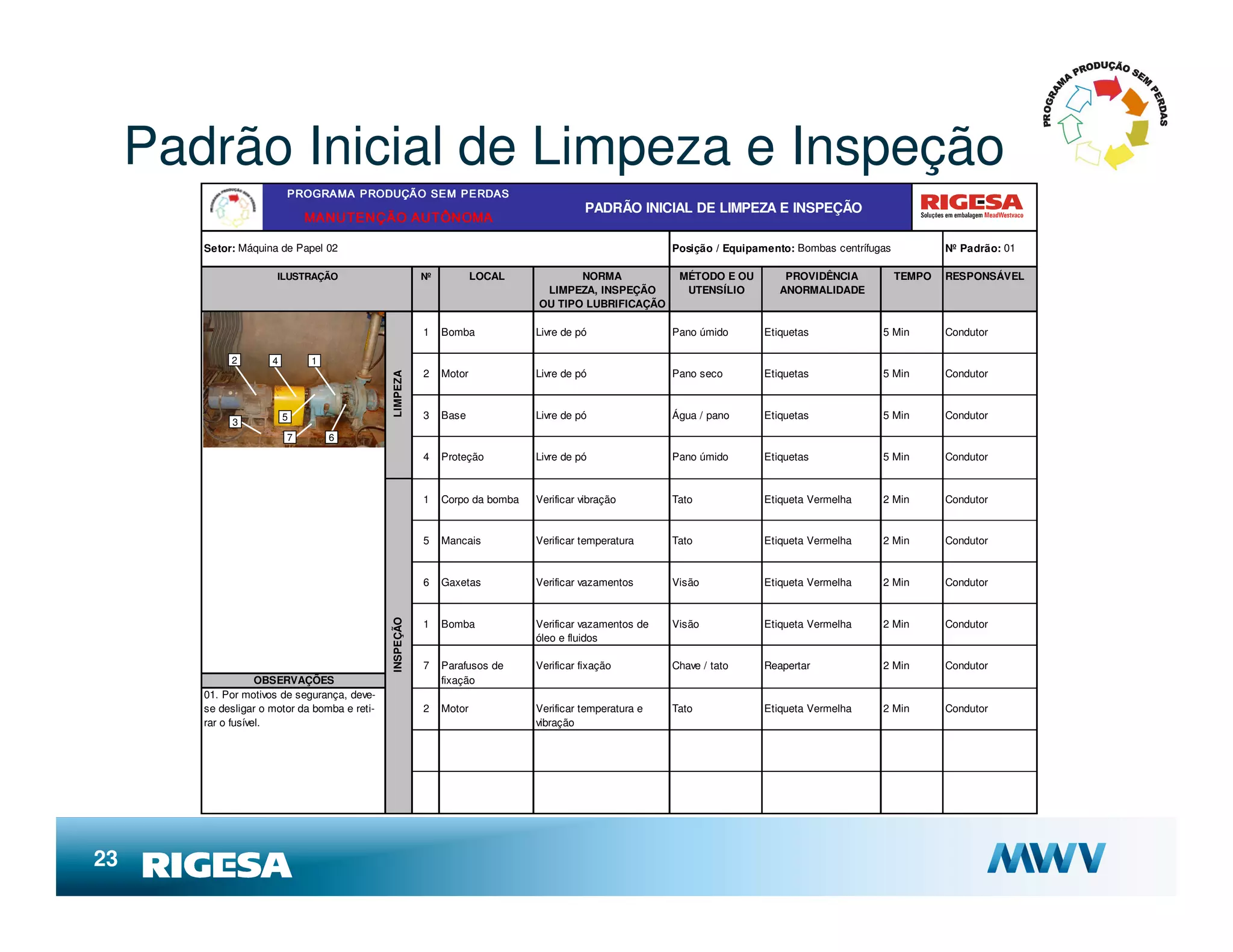
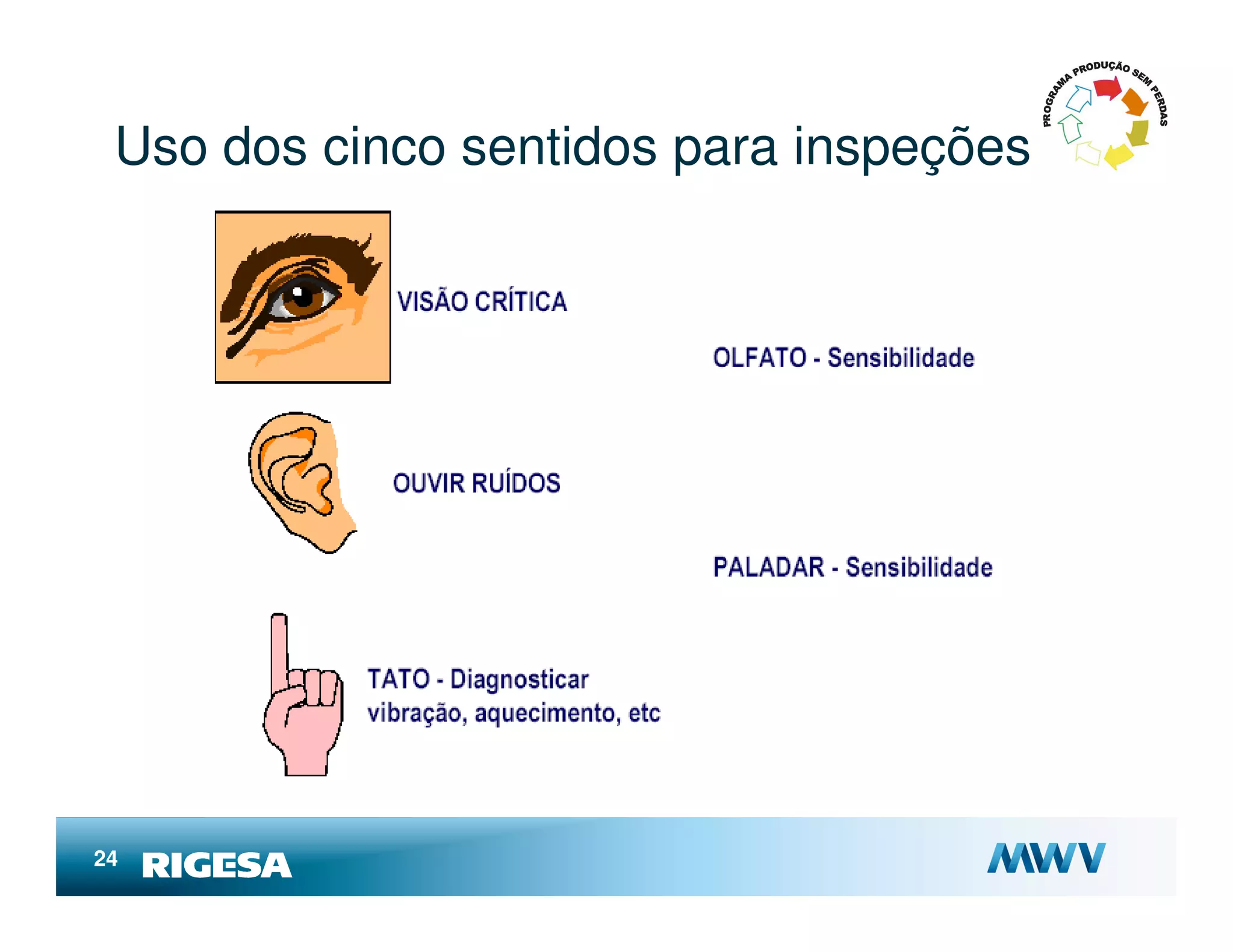

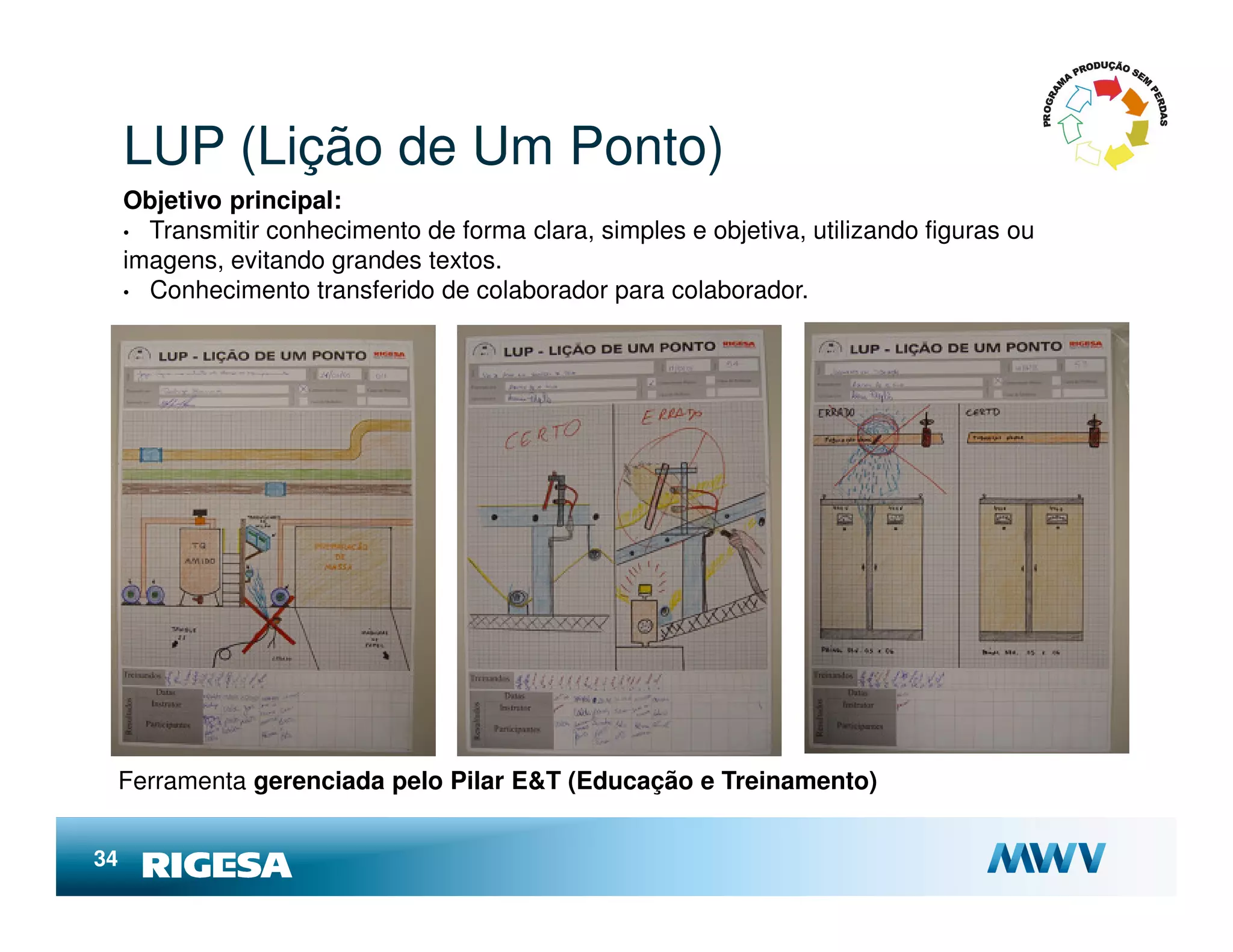


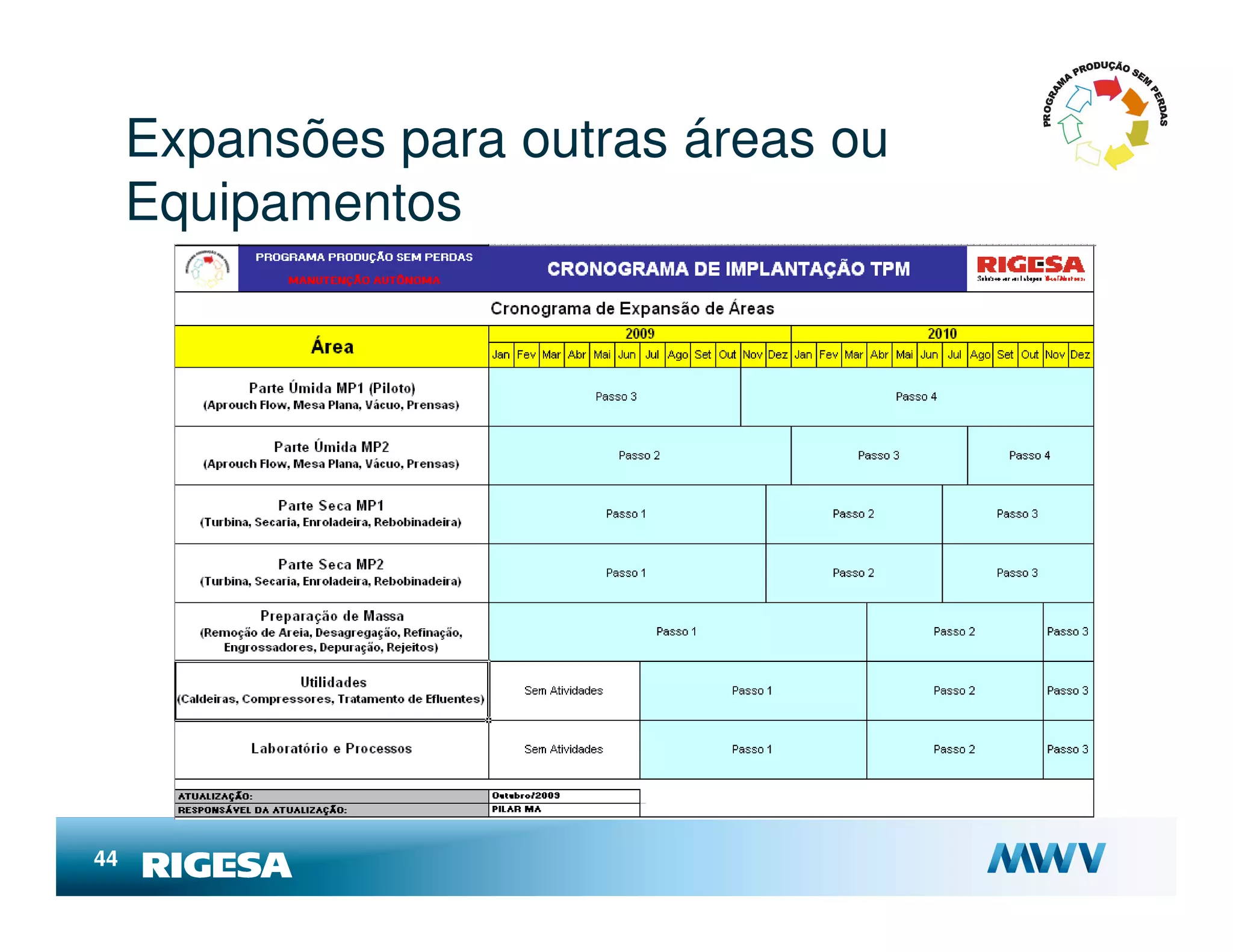










O documento descreve a implementação do programa PPSP (Programa de Produção Sem Perdas) na Rigesa utilizando os conceitos de TPM (Manutenção Produtiva Total). O programa teve como objetivo principal aumentar a disponibilidade dos equipamentos e reduzir custos através da aplicação de 4 pilares básicos do TPM: manutenção autônoma, melhoria específica, manutenção planejada e educação/treinamento. Passos iniciais incluíram a definição de uma área piloto, padrões de limpeza e inspeção