Processos de conformação parte ii
•Transferir como PPTX, PDF•
2 gostaram•6,167 visualizações

O documento descreve o processo de extrusão, no qual um material é deformado plasticamente através de uma matriz usando uma prensa. O processo pode ser direto ou inverso. Também fornece detalhes sobre os equipamentos, materiais, cálculos e defeitos associados à extrusão e ao processo de forjamento.

Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Destaque (20)
Semelhante a Processos de conformação parte ii
Semelhante a Processos de conformação parte ii (20)
Mais de Maria Adrina Silva
Mais de Maria Adrina Silva (20)
Processos de conformação parte ii
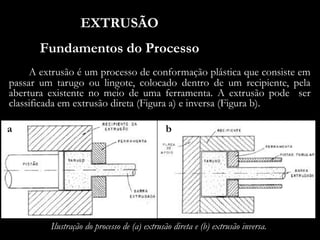
- 1. EXTRUSÃO A extrusão é um processo de conformação plástica que consiste em passar um tarugo ou lingote, colocado dentro de um recipiente, pela abertura existente no meio de uma ferramenta. A extrusão pode ser classificada em extrusão direta (Figura a) e inversa (Figura b). Fundamentos do Processo Ilustração do processo de (a) extrusão direta e (b) extrusão inversa. a b
- 2. MATERIAIS Quase todos os materiais. Também materiais frágeis, como Ferro Fundido, mediante uso de punção com contra-pressão. EQUIPAMENTO: Prensa mecânica de manivela e excêntrica, bem como prensa hidráulica.
- 3. TIPOS DE EXTRUSÃO • Extrusão Direta • Extrusão Indireta
- 4. MÉTODO DIRETO • Matriz e recipiente fixos • Flui material no sentido da força aplicada • Material extrudado passa pela matriz • Melhor acabamento superficial • Maiores valores de Atrito
- 5. EXTRUSÃO DIRETA DE BARRA ÔCA
- 6. MÉTODO NDIRETO • Recipiente fixo e matriz móvel • Fluxo de metal contrário ao da Força • Embolo Oco e Móvel • Força menor que a do método direto • Acabamento superficial não tão bom
- 7. TIPOS DE EXTRUSÃO DIRETA
- 8. TIPOS DE EXTRUSÃO INDIRETA
- 9. TIPOS DE EXTRUSÃO TRANSVERSAL
- 10. Os processos de extrusão podem ainda ser divididos pela temperatura da peça: Extrusão a frio Extrusão semi-aquecida Extrusão a quente •Elevada economia •Combinação com outros processos •Alta qualidade dimensional e superficial •Fabricação de peças complexas •Melhores propriedades mecânicas •Propriedades semelhantes às dos extrudados a frio. •Menor tensão de escoamento •Importância cada vez maior •Melhora da trabalhabilidade
- 11. MATERIAIS E EQUIPAMENTOS • Tarugo • Forno ou Aquecedores • Matriz • Prensa Hidráulica • Punção ou haste do Embolo • Disco de Apoio • Recipiente • Disco de Pressão • Equipamento para Estiramento do Produto Extrudado
- 12. MATRIZ • Influencia diretamente na qualidade do produto • Perfis maciços ou tubulares • Polimento: Rugosidade muito baixa • Alta resistência à abrasão • Alta Dureza • Revestimentos Superficiais
- 13. TARUGOS
- 15. EXTRUSÃO Cálculo das Forças de Extrusão a Quente Pressão de extrusão ideal Onde: Força de Extrusão Método da divisão em elementos Onde:
- 16. EXTRUSÃO Equação de Avitzur A quente Onde: Vr = velocidade do embolo; Dt = diâmetro do tarugo; Df = diâmetro do produto; α = semi-ângulo da matriz.
- 18. LINHA DE ESTIRAMENTO DE BARRAS
- 21. DEFEITOS EM PRODUTOS EXTRUDADOS
- 22. DEFEITOS EM PRODUTOS EXTRUDADOS
- 23. DEFEITOS EM PRODUTOS EXTRUDADOS
- 24. DEFEITOS EM PRODUTOS EXTRUDADOS
- 25. DEFEITOS EM PRODUTOS EXTRUDADOS
- 26. FORJAMENTO Forjamento é o processo de conformação plástica através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Fundamentos do Processo a b Representação esquemática dos processos de forjamento: (a) forjamento livre e (b) forjamento em matriz.
- 27. FORJAMENTO A QUENTE • recristalização • mais comum FORJAMENTO A FRIO • encruamento • para peças de geometrias mais simples • Ação das matrizes por meio de golpes (martelos) ou por ação contínua (prensas hidráulicas, excêntricas e de parafuso) • para formas complexas • oxidação e contração térmica: sobremetais • tolerâncias mais fechadas
- 29. FORJAMENTO LIVRE • formas regulares (anéis, eixos) • normalmente realizado em martelos Vantagens Matrizes simples e barato; grande faixa de tamanhos; boa resistência mecânica Limitações Somente formatos simples; dificil obter tolerâncias estreitas; usinagem requerida; baixa taxa de produção; pobre aproveitamento do material; maior habilidade requerida
- 32. FORJAMENTO EM MATRIZES FECHADAS • para peças de geometrias complexas • normalmente realizado em prensas Vantagens Melhor aproveitamento do material; maior homogeneidade estrutural; Melhores propriedades; boa precisão dimensional; Alta taxa de produção; boa reprodutibilidade Limitações Alto custo do ferramental para pequenas quantidades; Necessidade frequente de Usinagem
- 34. FORJAMENTO A QUENTE Processos básicos • rebarbação, normalização • corte, aquecimento • limpeza, etapas de forjamento • limpeza recalque e ascensão Seqüência de processamento
- 35. Formação de rebarba • garantir preenchimento correto das matrizes • acomodar defeitos de forjamento • escoar excesso de material do tarugo • região mais tensionada do forjado FORJAMENTO A QUENTE
- 36. • Etapas de forjamento: esboçadora, formadora, calibradora
- 38. • Recalque de eixos: recalcadoras horizontais
- 41. Comparação do forjamento a quente convencional e de precisão • controle da temperatura do aquecimento • controle do corte e das dimensões do tarugo • precisão dimensional e geométrica de matrizes e insertos
- 43. FORJAMENTO A FRIO Processos básicos • etapas de forjamento • corte • lubrificação • recozimentos intermediários recalque e extrusão Seqüência de processamento
- 44. • a quente, a frio, morno ou isotérmico FORJAMENTO DE PRECISÃO • menores sobremetais, sem rebarbas, sem ângulos de extração e raios de arredondamento menores
- 45. • martelos (queda livre e auxiliados) • prensas (excêntricas, de parafuso e hidráulicas) EQUIPAMENTOS DE FORJAMENTO • recalcadoras
- 46. Deformação por impacto e não-uniforme O martelo mais simples é o de queda livre (gravidade) Martelos controlados por computador podem fornecer golpes variáveis Recomendado para peças menores e mais finas Lotes de até 3000 peças Martelo de forja - características
- 48. Prensas - características As prensas são usadas para peças grandes ou espessas Ação de compressão lenta penetra completamente o metal – Produz um fluxo de metal e uma deformação mais uniforme – Tempos de contato entre a matriz e peça mais longos As matrizes podem ser aquecidas (forjamento isotérmico) Podem ser mecânicas ou hidráulicas
- 49. FORJAMENTO Cálculo da Força de Forjamento no Estado Plano de Deformações Figura 17 – Bloco isolado no forjamento no estado plano.
- 50. Substituindo τ na expressão acima e dividindo por w: Modelo de Coulomb Onde: p = pressão agindo no bloco (Para X>0) Dividindo por h: Critério de escoamento de von Mises: FORJAMENTO
- 51. Na borda da matriz (x = b/2) Centro Borda Centro Borda FORJAMENTO
- 52. Figura 18 – Distribuição de pressões ao longo da largura da matriz. Força total (F) FORJAMENTO
- 53. Pressão média (p) sobre interface metal/matriz ( ) Força para forjar o metal FORJAMENTO
- 54. FORJAMENTOFORJAMENTO Cálculo da Força de Forjamento de um Disco Figura 19 – Forjamento em um disco.
- 55. FORJAMENTO Utilizando Substituindo-se Lei de atrito de Coulomb ( ) Critério de von Mises
- 56. FORJAMENTO Se Superfície externa do disco: r = a = D/2 σr = 0 p = σe Onde: D = diâmetro do cilindro ; h = altura do disco; σe= tensão de escoamento do metal sob compressão; R = distância de um ponto do disco até o eixo; P(r) = pressão na interface metal/matriz, à distância r do eixo do disco.
- 57. FORJAMENTO Força Total Pressão média Equação aproximada para a força de forjamento de um disco Pressão média
- 58. DEFEITOS DOS PRODUTOS FORJADOS Podem ser mencionados os seguintes defeitos típicos de peças forjadas, decorrentes de falhas : na matéria-prima ou da técnica de operação; falta de redução, trincas superficiais, trincas nas rebarbas, trincas internas, gotas, incrustações de óxidos, queimas e descarbonetação.