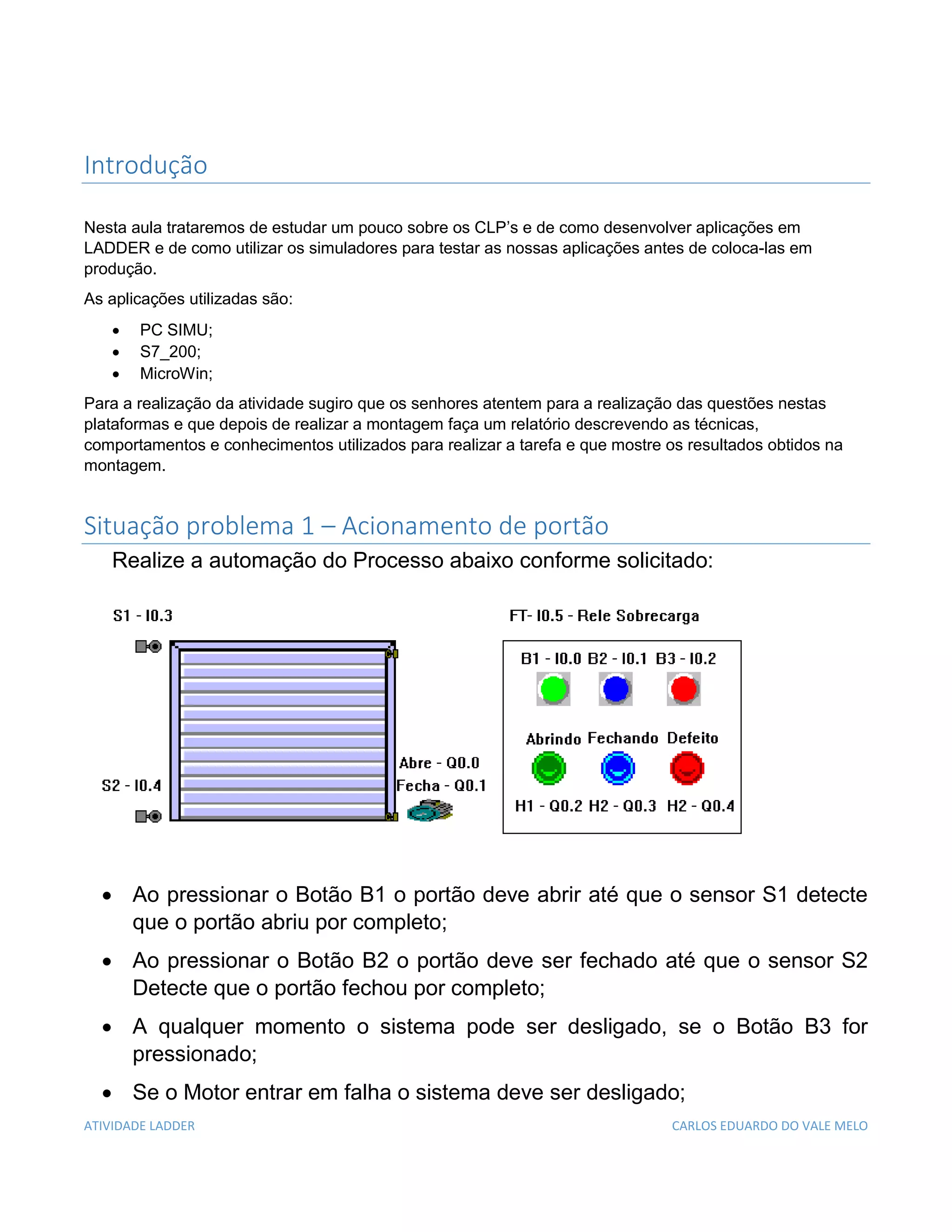
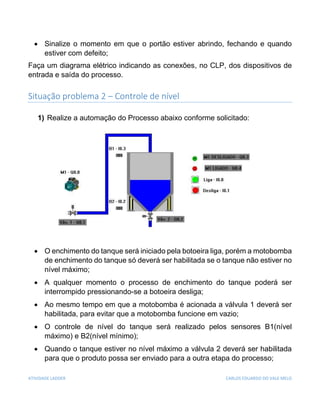
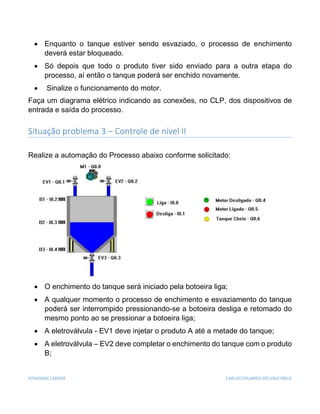


O documento descreve 4 situações-problema para automação de processos industriais usando Ladder e CLPs. Cada situação envolve o controle de dispositivos como motores, válvulas e sensores de acordo com entradas de botões e níveis de tanques/silos. O leitor é instruído a desenvolver diagramas elétricos e lógicos para cada processo e relatar os resultados.