Baixado 214 vezes








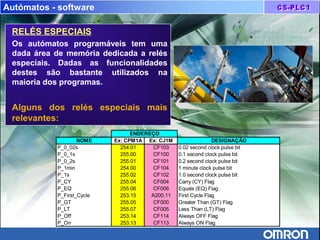
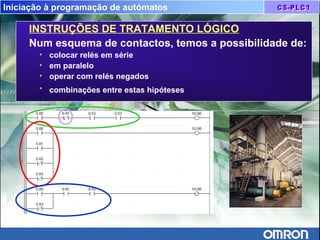
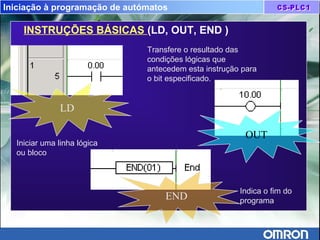
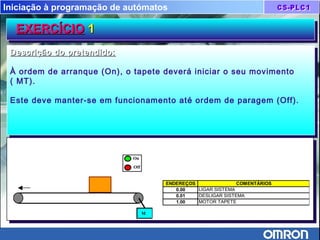




Este documento fornece uma introdução aos autómatos programáveis, incluindo: 1) Uma breve apresentação do curso e dos objetivos de aprendizagem; 2) Uma visão geral dos principais componentes de hardware e software de um autómato programável; 3) Uma explicação inicial sobre como programar autómatos usando instruções lógicas básicas.















































